 |


■大河原克行の「パソコン業界、東奔西走」■国内生産比率を85%まで引き上げるNEC
|
NECは、個人向けPCにおける国内生産の比率を85%とする方針を明らかにした。
一時期、中国における完成品生産比率を7割をまで高めようとしていた方針を撤廃し、日本における物づくりにこだわる考えだ。
また、一部製品に関しては、国内の関連会社と連携したマザーボードからの国内一貫生産体制まで確立する考えだという。
その国内生産において、中核拠点となるのがNECパーソナルプロダクツ米沢事業場である。
この生産拠点の取り組みについては、何度か取り上げた経緯はあるが、2004年9月から、PC生産にRFIDを導入。これによって、生産効率は大幅に改善されている。また、物づくり革新に対する取り組みも継続的に進んでおり、この革新効果も出ている。そうした意味で、過去に紹介したものとは大きく変化しているのが特徴だといえる。国内生産の強化に向けた体制づくりが進んでいるといっていいだろう。
 |
| NECパーソナルプロダクツ米沢事業場 |
では、NECパーソナルプロダクツ米沢事業場は、どう変化しているのだろうか。
米沢事業場の話に触れる前に、NECのPC事業の仕組みの変化に触れておこう。
NECは、ここ数年、統合SCMの導入に積極的な投資を続けてきた。その背景には、いくら高いシェアを獲得しても、低い収益性に苦しむという、ビジネス構造からの脱皮という狙いがあった。
そこにはいくつかの要因がある。1つは、需要の変動に対する柔軟な対応に遅れていた点だ。
もともとNECでは、土日の実売状況を把握して、それを生産計画に反映し、出荷するという工程までに、約2.5週間を要していた。つまり、2.5週間前には、生産数量を決定し、その後の生産計画の変更は不可能な状況になっていたのだ。
日進月歩ならぬ分進秒歩ともいわれるPC業界においては、これだけの期間がありながら、競合他社が新製品を投入したり、価格変更をした場合に柔軟な対応が不可能なことは致命傷ともいえる。マイナス要因が発生しても生産計画に歯止めをかけることができず、場合によっては、わずか1週間前には売れ筋商品だったものが、今週は売れ残るということにもなりかねない。この売れ残った製品に対しては、在庫処分のために補填金を販売店に支払う事態に陥り、結果として、収益に対する負のスパイラルに陥ることになる。
多くのPCメーカーが同じスパイラルに陥り、相次ぎ業績を悪化したのはわずか数年前のことである。
NECは、2003年に導入したVCMシステムによって、これを大きく改善したのだ。
従来は、2.5週間だった生産計画固定期間を、VCMシステムの導入によって1.5週間へと短縮化。そして、2004年度下期からは、デイリーでの出荷、在庫管理体制を確立することで、生産計画固定期間を1週間体制へと短縮。競合他社の動きにも柔軟に対応した生産変動を可能としたのだ。
夏のボーナス商戦、クリスマス商戦、年度末商戦の年3回の商戦期と、通常期においては、月産で15万台から月産30万台までと、約2倍の生産量の変動差があり、さらに、1週間単位で見ても、木曜日に店頭仕入れの6割が集中するなど、週内の出荷変動も3倍の差がある。そして、部材における価格変動も、半期で約12%の変動がある。
こうした季節変動を捉えた生産/調達体制の仕組みづくりと、出荷/物流体制の確立も、ここ数年のNECにとっては大きな課題だったといえる。
それがいよいよ形になってきたといっていいだろう。
 |
| NECパーソナルプロダクツ PC事業本部開発生産事業部 松原清隆事業部長 |
「パッと出して、グっとブレーキを踏める仕組み」と、NECパーソナルプロダクツ PC事業本部開発生産事業部 松原清隆事業部長が言うように、柔軟な生産、出荷体制がいまのNECには実現されているといっていい。
NECでは、全社規模でトヨタ生産方式を導入しているが、ジャストインタイム、自働化、生産平準化の3つの柱を軸とした生産革新に取り組んだことで、こうした柔軟な体制を実現したのだ。
では、具体的にどのような形で、こうした生産体制を可能としたのか。
段階を踏んで俯瞰すると、まずは、BTO生産体制の開始を皮切りに、セル生産方式の導入を経て、トヨタ生産方式の本格導入、VCMシステムの導入というように、SCMの改革へとつなげてきた。
これにあわせて生産現場では、2004年度時点で、2000年度比6倍の生産性を達成。さらに、2005年度中には、生産性で7倍、活フロア17,000平方m、棚卸し回転日数半減を目標にしているのだ。
 |
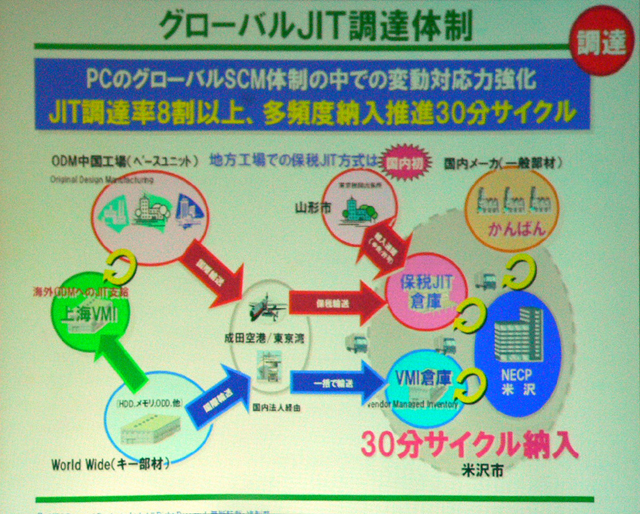 |
| 米沢事業場における改革への取り組み | 30分サイクルでのJITを実現 |
これを実現するために、エージング槽の小型化、部品棚昇降台の設置などによる間締め生産、リレー方式生産による効率化などを達成。さらに、2000年度下期には1ラインあたり11人で生産していたものを、2003年下期には5人に短縮。これを現在は、3人で生産が可能なレベルまで短縮した。しかも、ノートPCの場合は、1人は、外部に作業を委託していた液晶ディスプレイの組み立て作業を内製化したものであり、実際の組み立て作業は1人が行ない、残りの1人は梱包を行なうというものだ。
アジア地域のODMの生産拠点では1日平均、1人あたり15台から20台の生産体制であるものを、米沢事業場では、なんと50台以上という驚くべき生産性を実現したのだ。
そして、部品の調達、納品体制も大幅に改善している。
ジャストインタイム方式による調達率は8割以上に達し、さらに多頻度納入体制の推進により、主要な部品は30分サイクルで工場に納品され、さらに、同様に30分単位で生産ラインにも部品が供給されるという体制になっている。
 |
 |
| 1階の受け入れ口。30分サイクルで納品が行なわれている | 部品は、すべてカンバン方式によって納品される |
 |
 |
 |
| これがカンバン方式の内部と外部の接点となる最初のエリア。ここから生産エリアにカンバンが渡され、戻ってきたカンバンは外部の業者にソーターで選別され、発注という形で納品指示が飛ぶ | 部品ストックエリア。かつては緑の部分まで部品棚があったがこれを圧縮。棚の反対側にも同じ程度の空きスペースができている | |
 |
 |
 |
| 手作りの部品棚。入荷した姿のままで部品棚に入庫される。青い線は水すましと呼ばれるラインへの部品配給係が通る道を意味している | 右側の台車が水すまし。部品をラインに供給し、同時にカンバンや不要になった梱包物、ビニールなどを回収してまわる | CPUやメモリなどの部品を運ぶ台車には静電気よけの鎖がついている |
 |
 |
 |
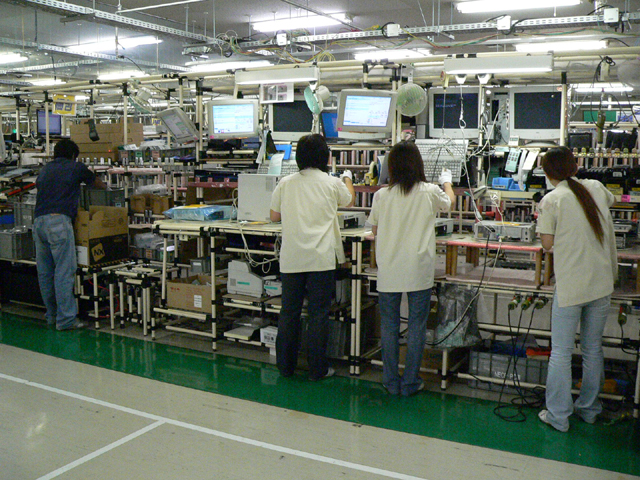
| ノートPCの生産ラインは、なんと3人で行なわれている | 1人目が液晶の組み立てを担当。これまでは外部に委託していたものを内製化した | 2人目が本体の組み立てを担当。1人ですべて組み立てる |
 |
 |
 |
| 組み立てが終わったら、エージングを行なう。この棚に入れるとエージングを開始 | 最後の1人が梱包。自作の治具(じぐ)が随所に。マニュアルなどは、RFIDの指示に従ってランプがついたところから取り出せばいい | |
 |
 |
| デスクトップPCの生産ラインも4人で完結するようになっている | 生産ラインの裏側にあるエージングの棚。梱包前にエージングを行なう |
 |
 |
 |
| 水冷PCも米沢事業場で作られている。エージングを行なっているところ | 異音検査システム。静音性を実現する水冷PCの生産のために導入された。水冷PCなどの抜き取り検査を行なうという | 大型液晶搭載モデルの生産ラインは、やや長めとなっている |
 |
 |
| 出荷を待つ完成品。配送地域ごとに仕分けされている | いよいよ出荷。デスクトップPCを定期便トラックに積み込んでいるところ |
 |
| NECパーソナルプロダクツ SCM改革推進部グループマネージャー兼経営企画部エキスパート 若月新一氏 |
「30分間で部品がラインに調達される仕組みが、自律的な形で実現されている。定時、定量、定置による生産体制を達成している」(NECパーソナルプロダクツSCM改革推進部グループマネージャー兼経営企画部エキスパート 若月新一氏)というわけだ。
そして、米沢事業場の効率的な生産体制実現に大きく寄与しているのが、国内初のRFIDを利用した生産管理システムの導入だ。
もともと米沢事業場では、バーコードによる生産管理を行なっていたが、1台あたりのPCの生産のために、事業場内では10回の読みとりを実施。1日平均1万台のPCを生産すると計算しても、実に1日に10万回以上も読みとる作業が発生していた。
しかも、読み取りのたびに、リーダーを持つという作業が発生し、さらに、スーパーやコンビニのレジを見てもわかるように、すべてが1回で読みとれるとは限らず、数回、読み取り作業を行なうこともあった。1つ1つの手の動かし方、歩き方まで改善を加え、生産性向上に取り組んでいる生産拠点にとって、この作業は大きな負担となっていたのだ。
「付加価値のない作業に対する手間の排除という点で、バーコードによる作業は最大の課題となっていた」(松原事業部長)
米沢事業場で導入したRFIDでは、生産ラインの横にRFIDプリンターを設置。これを作業台の横にあるアンテナの上に置くだけで、生産指示内容がオンラインモニター上に表示される。生産担当者は、この指示に従って、組み立てを行なう。
現在、NECパーソナルプロダクツでは、個人向けPCに加え、企業向けPCも生産しているが、企業向けPCでは、全生産量の半分は1台ごとに仕様が異なる生産体制となっている。また、10台未満の生産台数のモデルという観点で見れば、実に全体の約80%を占めるというように、組み立てるモデルがバラバラだ。それだけに、RFIDによって、生産指示が一瞬にして表示されるという仕組みは大きな効率化に結びつく。
また、組み立て工程が終わり、梱包工程に入っても、RFIDによって、必要とされるマニュアルや保証書などの部材が置かれた棚を光で表示。異なった部材を取るとアラームが鳴るといった効率化とミス防止も兼ねている。
1度使用されたRFIDカードは回収され、200回までの再利用が可能だ。
「ちょうど200回で、バーコードと同じコストとなる。運用コストを増加させずに、約10%の効率化を実現することに成功した」(若月エキスパート)という。
 |
 |
| 生産ラインに設置されているRFIDのプリンタ | これがRFID。約200回の使用が可能だという |
さらに、RFIDの導入は、事前準備の効率化にもつながっている。
従来は、バーコード方式では、前日の午後11時30分に受けた受注情報をもとに、生産拠点配分、生産指示書ラベル印字、ピッキングなどを夜間作業で処理。これを午前8時30分の組み立て開始時にまで用意するという仕組みだった。
これをRFIDの導入後は、受注情報を得てから、生産ライン配分の自動化などによって、事前作業の大幅な効率化につながっているのだ。
 |
 |
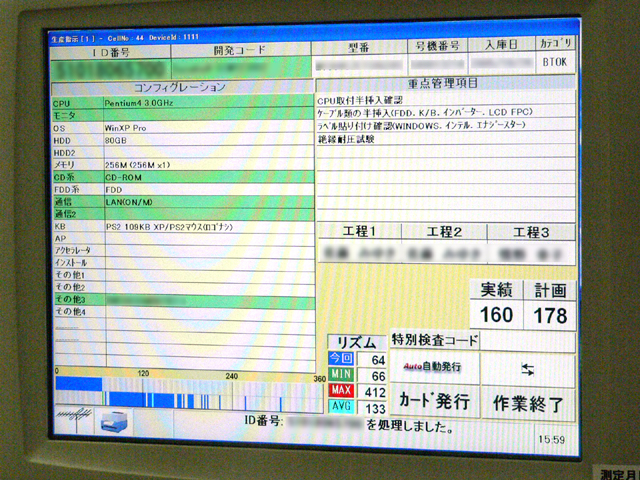 |
| RFIDをケースに入れて、作業員の目の前に設置されたアンテナの上に置く。下の白い台がアンテナ | RFIDの情報を読みとり、PCの仕様が表示される。緑の表示が作業担当部分 | |
 |
 |
| 組み立てられたPCはRFIDと共に、次の人に渡される。これによって、作業時間や生産進捗管理もリアルタイムに行なえる | 組み立てが終わった段階で、RFIDが回収される |
今後は、このシステムをさらに高度化し、部材調達領域に「RFID付き電子カンバン」を導入。事業場内の生産ライン部材在庫を半減する。
また、来年1月には、現在の13.56MHz帯のRFIDから、UHF帯RFIDの本格導入を視野に入れた準備を開始。これによって収集した情報を、品質管理システムに取り込み、サポートや修理対応に活用するなど、生産から廃棄、リサイクルまで、PCのライフサイクル全体へのRFIDの利用領域拡大を行なう考えだ。
RFIDの導入は、生産現場の効率化だけではなく、PCのライフサイクル全体の渡る効率的な運用を目指した物といえ、今後のNECのPC事業においても、重要な意味を持つ戦略といえよう。
NECは、個人向けパソコンの完成品の国内生産比率を85%に引き上げるが、これを実現するには、日本での物づくりによる品質向上という要素だけでは無理。効率的な生産体制を構築することで、生産コストそのものでも、海外生産拠点と互角に競争できる力を持たなくてはならない。
これを実現する背景には、RFIDの活用と、全体を取り巻く統合SCMの存在がなくなはならない。
NECが、ここにきて国内生産の強化に踏み切ったということは、パソコン事業の効率化という意味で、大きな成果を出せる仕組みが、構築できた証といってもよさそうだ。
□NECのホームページ
http://www.nec.co.jp/
□NECパーソナルプロダクツのホームページ
http://www.necp.co.jp/
□関連記事
【11月7日】【大河原】上期を好調に折り返したNEC
http://pc.watch.impress.co.jp/docs/2005/1107/gyokai140.htm
【10月26日】【大河原】NEC、小中学生対象のPC組み立て教室を米沢で開催
http://pc.watch.impress.co.jp/docs/2005/1026/gyokai139.htm
【2004年7月28日】【大河原】NECパーソナルプロダクツ、群馬事業場見学記
http://pc.watch.impress.co.jp/docs/2004/0728/gyokai100.htm
(2005年11月21日)
[Text by 大河原克行]
【PC Watchホームページ】
PC Watch編集部 pc-watch-info@impress.co.jp ご質問に対して、個別にご回答はいたしません
Copyright (c) 2005 Impress Watch Corporation, an Impress Group company. All rights reserved.