 |


■大河原克行の「パソコン業界、東奔西走」■NEC米沢事業所はどう変化したか |
 |
| 雪に囲まれた米沢事業場 |
NECは、国内唯一のPC生産拠点であるNECパーソナルプロダクツ米沢事業場を報道関係者などに公開した。
約1年半前にも同拠点を報道関係者に公開したが、その時と比べて、内部の様子がかなり変わっていたのが印象的だ。つまり、それは、NECのPC生産体制が、より効率化していることの証だといえよう。
果たして、NECパーソナルプロダクツの生産体制はどう変化したのだろうか。
●基本は受注生産ライン
 |
| JR米沢駅から車で5分の位置。駅からもNECの看板がみえる |
米沢事業場は、山形県米沢市に位置する。同市は、山形県内における工業出荷額は第1位。東北地方でも第4位の規模。その米沢市の工業生産高に占める電機関係の割合が75%。そのうち52%をNECパーソナルプロダクツが占めているということになる。
NECパーソナルプロダクツ米沢事業場では、個人向けPCの生産に加えて、BTOの要求が多い企業向けPCの生産を請け負っている。いずれも台湾のベンダーで生産したベースユニットに、ユーザーの要求にあわせた仕様のパーツを組み込んでいくことになる。
量産型の個人向けPCの生産については、徐々に中国生産へと移管していることから、米沢事業場での生産は、むしろ、NEC本社の国内営業事業ラインや業種営業事業ラインが担当する企業向けのPCの営業活動や、2月からNEC本社に事業が移管され、新たにスタートしたWeb直販のNECダイレクトで受注した製品が中心となる。
つまり、米沢事業場の生産量を左右するのは、米沢事業場運営母体であり、個人向けPCの販売を担当するNECパーソナルプロダクツの踏ん張りよりも、NEC本社の2つの部門の踏ん張りにかかっているという不思議な構図になっているのだ。
●「トヨタ方式」導入
では、米沢事業場の様子を見てみよう。
米沢事業場は、5万9千平方mの敷地面積に、4階建て3万平方mの生産拠点を持つ。従業員数は850人。平均年齢は38歳。そのうち、PC事業を担当しているのが400人。残りは、プリンタ、ストレージなどを担当している。PC事業を担当している400人のうち、技術部門が150人、品質部門が100人、生産部門が150人となっているが、このほかに実際の生産に従事している協力会社が2社ある。変動需要への対応はこの協力会社の人員の変動によって対応することになる。
生産拠点となっているのは、1階と2階。1階スペースでは、デスクトップPCおよびストレージ関連を、2階ではノートPCが生産される。また、3階スペースには開発部門、4階にはスタッフ部門が入居するスペースとなっている。
 |
 |
| 1日の生産指示書がセルラインごと、時間ごとに指示される。水すましは、これをもとに部品の供給をラインに行なう | これが指示書。1台ごとに仕様が書かれ、バーコードで管理されている。 |
ノートPC、デスクトップPCに共通しているのは、すべての生産がセル生産方式となっており、需要変動にも柔軟に対応できるようになっている点だ。工場内には、42本のセルラインがあり、ノートPCで24ライン、デスクトップで16ライン、カスタマイズ用途向けのラインが2ラインとなっている。
その生産手法には、大きく3つのやり方がある。
第1点目は、ミックス生産である。
これには細かく3つの生産方式を用意。生産量や品目数にあわせて最適な生産手法を活用するというものだ。
1つは、個人向けPCのように一定の仕様で大量に生産するライン。ここでは、大量生産の対象となる特定の機種のベースユニットと、決まった部品を部材ラインから提供し、それによってセル方式で生産するライン。2つめは、中量の生産量向けのラインで、1つのセルラインで複数の製品を生産するもの。複数のベースユニットを供給可能な体制とし、ある特定の数量を生産した段階で、COP(コンフィグレーション・オプション・パーツ)と呼ばれる部品も入れ替え、別の機種を生産するというもの。そして、3つめが多品種少量の生産ににも柔軟に対応できるように、部材棚などを簡単に入れ替えることができるセルラインだ。このラインでは、足ふみボタンだけで、自動的に部材棚が入れ替わる仕組みを採用しており、わずか数10秒で部材棚の変更が可能になる 。
 |
 |
 |
| 海外から調達するベースユニット。ここに仕様にあわせた部品が組み込まれる | こちらはデスクトップPCのベースユニット | 部品ストア。これはHDDのエリア |
第2点目の取り組みは、リレー生産方式の採用である。同生産拠点では、ノートPCでは5人、デスクトップPCの生産では7人のセル方式ラインとなっているが、いずれもある作業者に作業が集中することによる遅れを、隣の作業者が支援することで解消する仕組みとし、全体的な生産速度の向上につなげている。この仕組みを応用することで、生産量に応じて人員の数を調整したり、1人抜けた場合でも両隣の作業者同士がこれを補完し、ラインが止まることなく稼動することも可能だ。
 |
 |
 |
| ノートPCのセルライン。5から6人で生産する | ベースユニットに液晶ディスプレイなどを取り付ける | デスクトップPCの生産ライン。協力工場の社員によって変動対応も柔軟にできる |
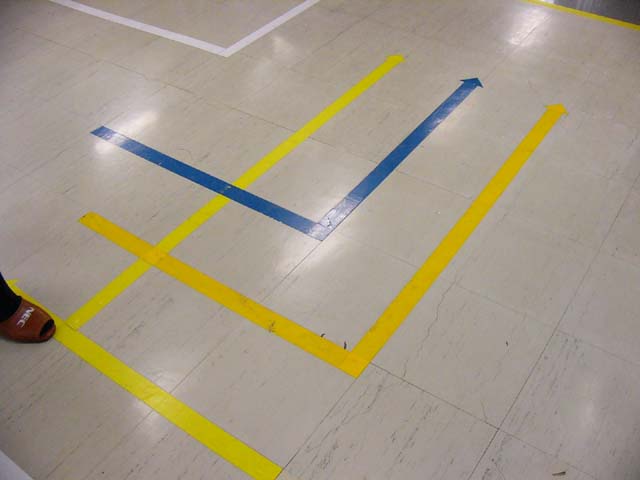
そして、3点目が水すまし方式の採用だ。水すましとは、水溜りを泳ぐ「水すまし」を語源としているが、各セルラインと部材ストアを動き回り、必要な部材を必要なだけ必要なときに供給する役回りを担っている。水すましは、部材を供給するものと完成品を運ぶものとにわかれており、工場内の特定のルートを特定の方向だけに動く。動くルートは、すべて色分けした矢印で指定されている。最大のメリットは、水すましが現場の生産の進行状況にあわせて自律的に部品を供給するため、全体の進行や救急指示を行なう管理者が不要といった環境も実現している点だろう。管理者というコストを削減し、自律した工場運営が実現されている。
 |
 |
| 部品棚。ここから水すましが部材をとる。先だし後入れのため、棚が斜めになっている | 水すましが部品を取ったあとは、その補充指示書を部品メーカーに出す。時間ごとのボックスを用意することで管理者の不在と、業務の遅れを一目でわかる仕組みとした |
 |
 |
| 水すましが通る道を示した矢印。色ごとに役割と通路が分かれている | これが水すまし。部品の調達係、完成品の回収係にわかれるが、所狭しと頻繁に動いていた。これが効率化の源泉か |
さらに、もう1つの大きな特徴として付け加えたいのが、工場内を端から端まで見渡せるレイアウトとしていることだ。
これによって、基本的には、見渡せる範囲には人が滞留しない形にレイアウトされていることから、どこかで人が立ち止まっていたり、床に品物が堆積していたら、そこでトラブルが起こっていることが一目でわかる。問題なく動かす工場ではなく、問題があったらすぐにわかる工場づくりを目指しているのが特徴だ。
 |
 |
 |
| 端まで見渡せる工場レイアウト。人が立っているところはトラブルが起こっている証し | 仕様に合致した添付品が付属されているかは、生産工程の最後にバーコードでチェック | 重量を計測するのは足りない付属品がないかのチェックの意味がある |
これらの手法は、トヨタ方式をベースに行なわれており、2000年からスタートした生産革新において、実際にトヨタから定期的な講師の派遣を得て、改革に取り組むという方法を繰り返しとってきた。
トヨタ方式の特徴は、周知のとおり「かんばん方式」だが、「かんばん」方式が採用できない海外調達品については、多頻度で納入する独自の仕組みを採用している。
 |
 |
| 組み立てが完了したあとは約3時間のエージングテスト | ダンボールは、エージングの時間を利用して発注をし、30分で工場に届ける。従来は工場側でストックしていたが、この仕組みを採用することで工場のスペースおよび、在庫が3分の1に削減 |
例えば、HDDなどのキーコンポーネントは、VMI(ベンダー・マネジメント・インベントリー)と呼ばれる仕組みを用い、海外ベンダーから調達した部品を日本法人経由でVMI倉庫に一括で輸送し、1日8回のペースで工場に搬入する。工場に搬入した段階で資産がベンダーからNECパーソナルプロダクツに移管するために資産圧縮にもつなげることができる。また、ベースユニットについては、保税JIT(ジャストインタイム)倉庫を用意し、海外から調達したものを保税のまま倉庫に入庫。1日1回、酒田市の東京税関出張所に輸入通関申告を行ない、工場に入荷する。これらの取り組みによって、海外調達部品に関しても資産を大幅に圧縮し、必要なときに必要な分量だけを調達できるようにしている。
 |
 |
 |
| AX300も米沢事業場で生産している | AX300のエージングの様子 | 出荷できる状態となったAX300 |
こうした取り組みの結果、セルラインの生産性は2000年度比で6倍に到達。1人あたりの1日の生産台数は50台以上になっている。また、ラインの長さも従来の11mから現在は6.3mにまで圧縮し、3年間で6割の削減を実現しているほか、生産コストは3年間で60億円の削減を実現しており、棚卸コストは3年間で半減しているという。
さらに、見逃せないのがVCM(バリューチェーンマネジメント)との連動によって、生産発注から生産、納期までの計画固定期間を従来の2.5週から、1.5週にまで削減している点だ。今後、各工程のつなぎを短縮することで1週へと短縮する考えだという。
 |
 |
| 出荷を間近に控えたVersaPro | こちらはMateシリーズ |
●着実な低コスト化を実現
わずか1年半前までは、ノートPCの生産は、工場の外のスペースで生産されるなど、1カ所での生産体制とはなっていなかったが、これが省スペース化への取り組みと、個人向けPCの中国への生産移管によって1カ所での生産体制が実現され、管理面でのプラス効果に働いている。
 |
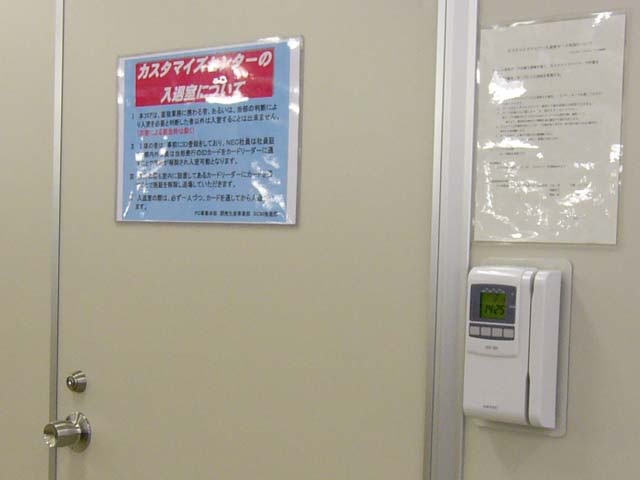 |
| 大量受注の企業向けPCのデータやアプリケーションはカスタマイズセンターでインストールされる | カスタマイズセンターは特定の人しか入れないようにセキュリティ管理をしている |
また、トヨタ生産方式を発展させることで、倉庫レス、管理者レスという仕組みが実現し、これがコスト構造の大幅な変革へと寄与していること、セル生産方式がより進化し、以前にも増して、セルラインの生産者の効率化が進み、「水すまし」の役割が重要になっていることが印象深かった。
 |
| 高須英世取締役常務 |
個人向けPCは中国へ生産移管によって、コスト削減を図り始めているが、NECが今後力を注ぐであろう、企業向けPCにおいてのコスト削減は、米沢事業場に委ねられることになる。
デルや日本ヒューレット・パッカードの低コスト体質にどこまで迫れるか。「また、1年後にはまったく異なった姿をお見せしたい」(NECパーソナルプロダクツ・高須英世取締役常務)というように、構造改革は日夜続いている。果たして、1年後の米沢事業場はどうなっているのだろうか。
□NECのホームページ
http://www.nec.co.jp/
□NEC Direct
http://www.necdirect.jp/
□関連記事
【2月2日】【大河原】NECはWeb直販に本気で取り組むのか?
~NEC Directスタートで見せるその片鱗
http://pc.watch.impress.co.jp/docs/2004/0202/gyokai86.htm
【1月28日】NEC、新直販サイト「NEC Direct」を2月1日より立ち上げ
~121wareは情報・サポートサイトとして継続
http://pc.watch.impress.co.jp/docs/2004/0128/nec.htm
【2003年6月30日】NEC、パソコン新会社「NECパーソナルプロダクツ」を設立
~「技術のNEC」を宣言? 秘蔵テクノロジの8割を公開
http://pc.watch.impress.co.jp/docs/2003/0630/nec1.htm
【2003年2月7日】【大河原】NECのサプライチェーンに見る「決戦は火曜日」
http://pc.watch.impress.co.jp/docs/2003/0207/gyokai48.htm
(2004年2月17日)
[Text by 大河原克行]
【PC Watchホームページ】
PC Watch編集部 pc-watch-info@impress.co.jp 個別にご回答することはいたしかねます。
Copyright (c) 2004 Impress Corporation All rights reserved.