 |


■大河原克行の「パソコン業界、東奔西走」■エプソン、HTPS生産の千歳事業所を公開
|
セイコーエプソンは、北海道千歳市の千歳事業所を公開した。同事業所は、新千歳空港に隣接した約16万平方m(約48,468坪)の敷地面積に、地上7階建てのスタッフ棟、工場棟、エネルギー棟を持ち、2004年10月の操業、2005年4月の本格稼働以来、液晶プロジェクターの基幹部品である高温ポリシリコンTFTパネルの生産を行なっている。
セイコーエプソンが液晶プロジェクター事業に参入したのは'89年。当初は、AVマニアなどを対象としたホームプロジェクターで参入したが、その後、ビジネス向けプロジェクターの開発にも着手。現在、エプソンの液晶プロジェクターは、国内において13年連続でトップシェアを獲得し、ホームプロジェクター、ビジネス向けプロジェクターともに高い評価を得る、この分野のリーダー的存在となっている。
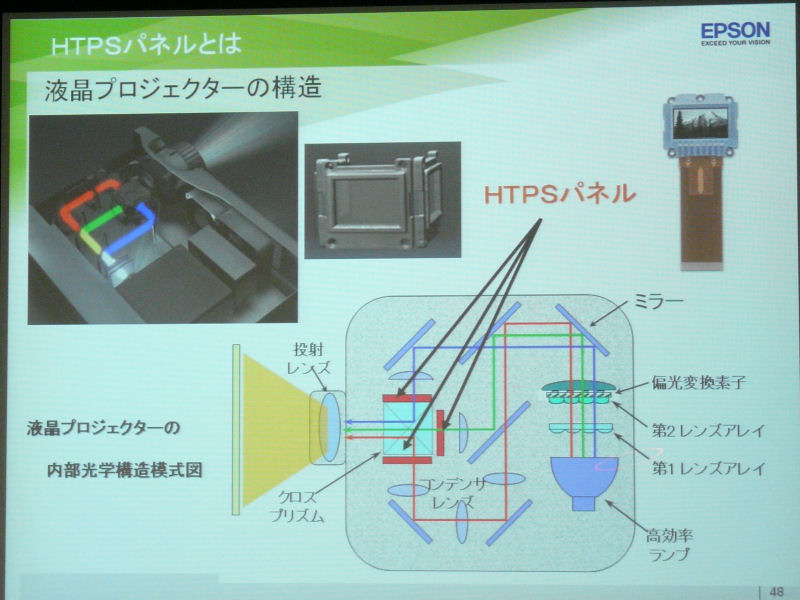
その高い評価を支えているのが、エプソンが開発した3LCD方式である。3枚の高温ポリシリコンTFTパネルを組み合わせることで、広い色域での色再現性の実現、光の利用効率の高さによる明るい映像表現などを達成しているのが特徴だ。
 |
| 千歳事業所環境管理責任者総務部・溝口健二部長 |
「高温で処理するため、多画素化、高開口率化といった微細化が容易であるほか、ドライバを基板上に生成できるので、小型化、高信頼性にも威力を発揮できるのも、高温ポリシリコンTFTパネルの特性」(セイコーエプソン千歳事業所環境管理責任者総務部・溝口健二部長)で、これが3LCD方式の基幹技術となっている。
この高温ポリシリコンTFTパネルを生産しているのが、千歳事業所だ。
「半導体製造と同じ最先端プロセス技術を採用していること、さらに、エプソンが長年に渡る時計製造などで培った精密加工技術を用いることで、他社の追随を許さない」というのが特徴だ。
工場内の装置も、すべて内製としており、これも他社がこの分野に乗り出しにくい状況を生んでいる。実際、この分野に参入しているのは、エプソンのほかには、全世界規模で見ても、もう1社しかない。
さらに、直視型となるプラズマディスプレイパネルや液晶パネルに比べて、4分の1から10分の1の投資金額でパネル製造が可能であることから、これが、最終的にはパネルの生産コストの引き下げにも寄与することになる。
 |
 |
 |
| 新千歳空港は目の前。洞爺湖サミット期間中は、千歳事業所近辺も厳重な警備体制となっていた | 4階の事務オフィスの様子 | 構内には空きスペースが多く、今後の拡張にも対応できる |
 |
 |
 |
| 屋上の風景。工場棟、スタッフ棟の広さが確認できる | 敷地内には、まだ同一の建物が2棟建てることができるという | 三角の突端部までがエプソンの敷地だという |
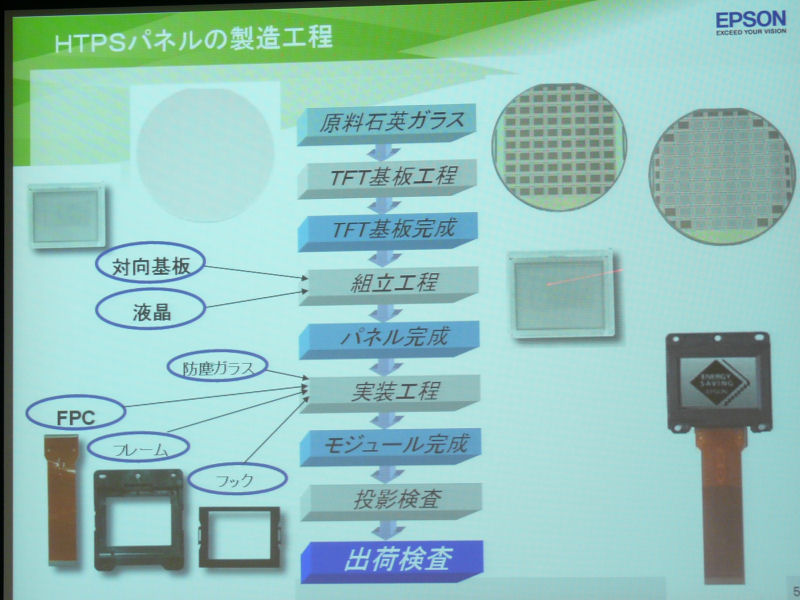
千歳事業所では、まず原料となる石英ガラスを用い、フォトリソグラフィ技術を活用することで、成膜、レジストパターン形成、エッチング、洗浄という工程を経ながら、石英基板上にTFT素子、ドライバを形成。これによってTFT基板を完成させたあと、素子基板および対向基板を配向処理し、液晶を滴下。接着剤により貼りあわせ、パネルを完成させる。ここまでのTFT基板工程、パネル組立工程までが千歳事業所で行なわれている部分だ。
千歳事業所で製造された高温ポリシリコンTFTパネルは、長野県の諏訪南事業所で生産されたパネルとともに、長野県内の工場で、液晶パネルを切断し、フレキシブルプリント基板(FPC)や、フレーム、フックと呼ばれる部品を実装。その後、投影検査を行ない、厳しい検査をクリアしたものが、高温ポリシリコンTFTパネルモジュールとして、中国に輸出される。中国の工場では、同モジュールがプロジェクターに組み込まれ、製品化される。
千歳事業所では、2006年1月に第1号製品を送品してから、2007年9月には累計300万パネルの送品を達成。3LCDでは3枚のパネルを使用することから、プロジェクター本体に換算して、累計100万台の出荷を達成したことになる。2008年3月には、累計500万パネルの出荷を達成した。
「千歳という地は、技術系の人材確保、用地確保、エネルギーインフラの確保、気候や自然環境、自然災害などの各種環境要素に加え、行政からの各種インセンティブ、交通インフラ、部品の調達および供給環境といった点でも優れた立地となっている。製造棟のなかには、まだ空きスペースが多く、さらに敷地にも余裕があることから、製造棟を増やすこともできる。生産増強にも対応が可能であり、最終組立を行なうといった場合にも、ここで対応することが可能」(溝口部長)という。
 |
 |
 |
| HTPSパネルの製造工程。パネル完成までが千歳事業所が担当 | 入庫口。ここから部品が搬入される | 千歳事業所のクリーンルーム。クラス1000のクリーン度 |
 |
 |
 |
| クリーンルーム内での作業の様子 | 現時点では、まだ3分の1程度しかフロアが利用されていない。クリーンルームをこのフロアだけで3倍に拡張できる | 300mmウェハを運ぶFOSB(Front Openning Shipping Box)。このなかはクラス1のクリーン度が保たれる |
 |
 |
 |
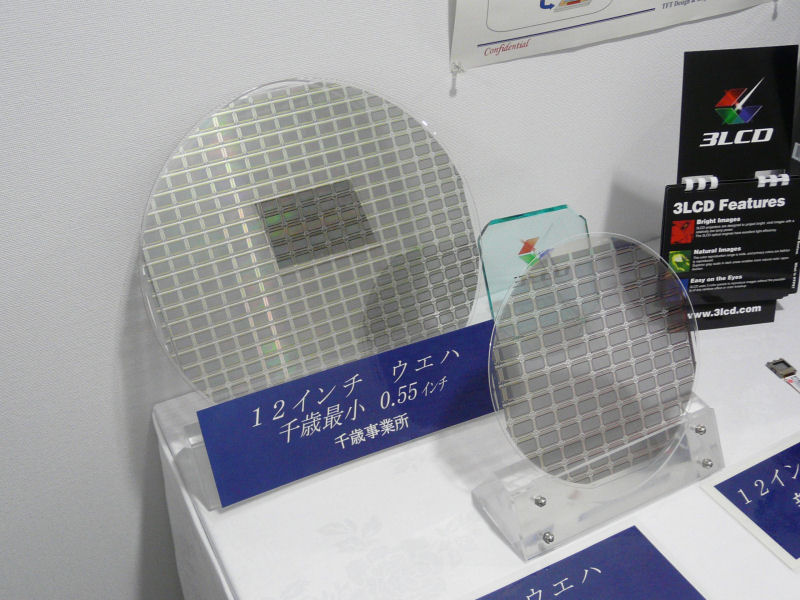
| 千歳事業所で生産されている300mmウェハ | HTPSモジュール | HTPSパネルに、FPC、フレーム、フックを組み合わせる |
 |
 |
|
| 3LCDの基本的構造とHTPSパネル | 千歳事業所で生産されたパネルは、長野県内で実装してから、中国で最終製品となる |
一方、千歳事業所は、環境対応の先進工場にも位置づけられている。その取り組みは、「ゼロエミッション」、「省エネ・省資源」、「公害防止」、「環境社会貢献・コミュニケーション」の4つの観点から行なわれている。
ゼロエミッションでは、産業廃棄物の再資源化、有価物化のほか、排出物の事業所内リサイクル・リユース活動、オゾン水処理による洗浄薬液の削減、インクジェット工業応用技術による使用薬液の削減などがある。
また、省エネ・省資源では、外気を利用した冷却シテスム、地下水の利用を行なっている。「地下水や冷風の利用によって、電力使用量は約50%削減でき、オゾン水洗浄の導入による産業廃棄物の削減は75%減という効果が出ている」という。
一方、ウェハサイズを200mmから300mmにサイズを拡大するとともに、HTPSパネルのチップサイズを縮小。こうした製品改良によって、生産効率を140%高めることに成功しているという。さらに、従来は各工程において、数十枚単位で処理していたウェハを、1枚ごとに処理する枚葉処理化に転換。これにより、各工程における待ち時間、処理時間を短縮し、生産効率化と使用エネルギーの削減を達成した。
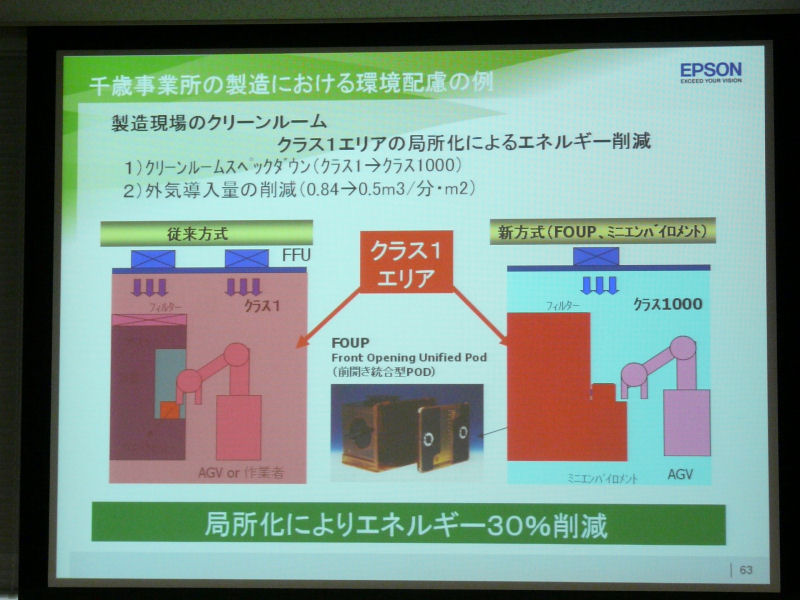
加えて、製造現場におけるクリーンルームでは、局所化方式を採用。クリーンルーム全体のクリーン度を従来のクラス1から、クラス1000にスペックダウン。高いクリーン度が求められる部分だけ、クラス1とすることで、エネルギーの30%削減を達成したという。
そのほか、公害防止としては、道内産天然ガスの使用、各施設管理システム統合化による監視強化、地域リスクコミュニケーションなどの取り組みも行なっているという。
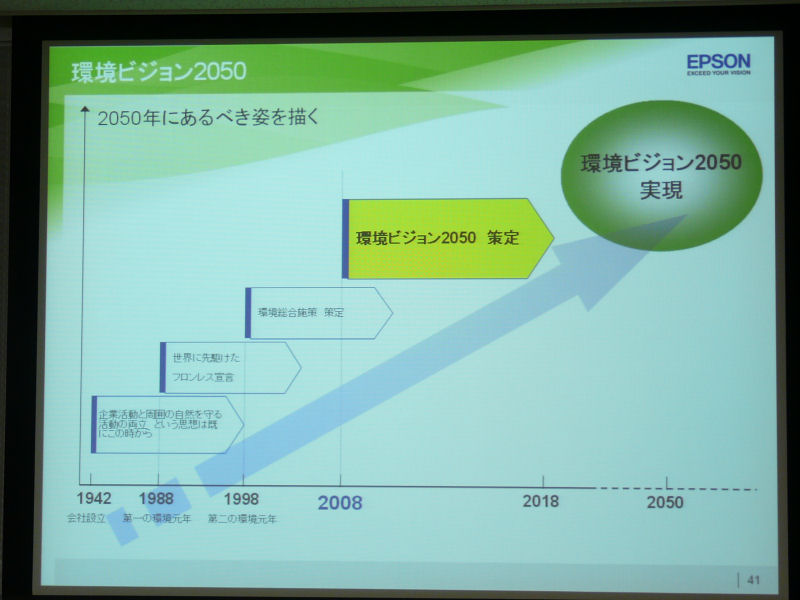
セイコーエプソンでは、2050年の環境活動における長期的な指針として、「環境ビジョン2050」を策定している。
 |
| 経営戦略室 地球環境推進部・田中規久部長 |
環境ビジョン2050では、商品のライフサイクルに渡るCO2排出量を10分の1にすること、すべての商品が再使用、再利用による資源循環の環(わ)のなかに組み入れられていること、エプソンが直接排出するCO2を10分の1にし、かつCO2以外の温室効果ガスの排出がゼロとなっていること、生態系の一員として、地域社会とともに生物多様性の修復と保全を行なっていること、を掲げている。
「このビジョンは、これまでの活動の延長線上では達成できないことは明らか。だが、地球環境の危機的状況を見れば、実現できる、できないという視点ではなく、企業としてやり遂げなければならないあるべき姿をバックキャスティングの考え方に基づいて策定した」(セイコーエプソン地球環境推進部・田中規久部長)としている。
エプソンでは、直近10年間の取り組みとして、商品のライフサイクルのなかでも最もCO2排出量の割合が高い「部品」に起因する環境負荷を低減する「部品製造段階でのCO2削減」、商品の長寿命化に加え、リユース、リース、レンタルなどのあらゆる角度から効率的な資源循環が可能な仕組みを作る「商品本体が長期間使われ、エプソンに戻るビジネスモデル」、エプソンが排出するCO2のうち、約30万tと最も多いクリーンルームの効率的なエネルギー利用、クリーンルームの統廃合に取り組む「専門家集団によるクリーンルームのエネルギー消費半減」、社員が主体性を持って取り組む「社員参加の森林づくりや環境活動支援」の4点を挙げている。
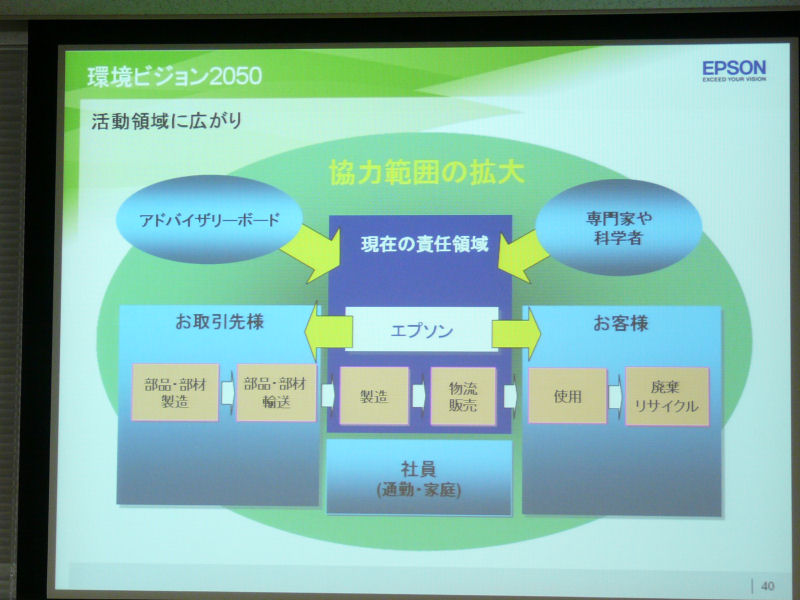
「エプソンが、企業としての環境活動、あるいは社員だけの環境活動に終わるのではなく、社員の家族、取引先、顧客というように活動領域を広げていくことも大切だと感じている」と、今後は、環境活動を広い範囲で捉え、活動を促進する考えを示している。
 |
 |
 |
| 屋上に配置されたクーリングタワーは、北海道ならではの冷気を使った仕組みとなっている | インフラ棟に隣接する形で配置された蓄熱槽 | 天然ガスなどのインフラ設備施設を敷地内に設置 |
 |
 |
 |
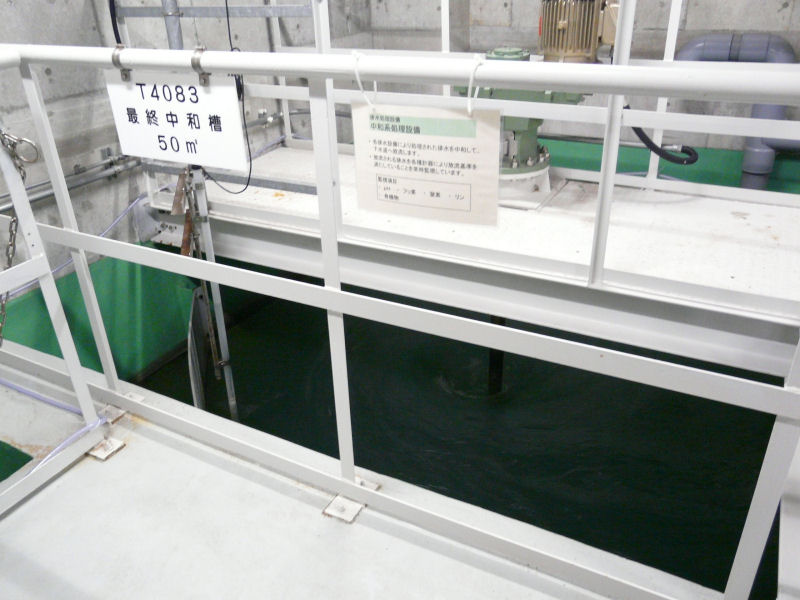
| エネルギー棟の一階では排水処理が行なわれる。排水受槽。工場で使用した水はすべて処理が行なわれる | 排水処理を行なう設備 | 環水槽。処理された水は、放水されることになる |
 |
 |
 |
| 放水される水は随時チェックされている | 排水の管理などを行なう中央監視室。エネルギー棟の一階にある | 24時間体制で排水する水の質を管理している |
 |
 |
 |
| 中央監視室に置かれたごみ箱。9種類の分別を行なう。環境への意識の高さがわかる | クリーンルームの局所化の考え方 | 雪国であることを感じさせる道具の数々 |
 |
 |
|
| エプソンの環境活動への取り組み経緯 | 環境への取り組みをエプソンから取引先、顧客へと広げる |
□セイコーエプソンのホームページ
http://www.epson.jp/
□関連記事
【7月7日】エプソン、J8サミット千歳支笏湖を支援
http://pc.watch.impress.co.jp/docs/2008/0707/epson.htm
【2004年3月25日】セイコーエプソン、中期計画「Action07」を策定
http://pc.watch.impress.co.jp/docs/2004/0325/epson.htm
(2008年7月30日)
[Text by 大河原克行]
【PC Watchホームページ】
PC Watch編集部 pc-watch-info@impress.co.jp ご質問に対して、個別にご回答はいたしません
Copyright (c) 2008 Impress Watch Corporation, an Impress Group company. All rights reserved.