 |


■大河原克行の「パソコン業界、東奔西走」■これが富士通のサーバー生産拠点だ!
|
富士通のサーバー、ストレージの生産拠点である「富士通ITプロダクツ(FJIT、エフジット)」を訪問する機会をこのほど得た。
小松空港から高速道路を利用して約1時間。石川県かほく市にあるFJITは、富士通グループの基幹工場の1つに位置づけられ、サーバーやストレージなどのプラットフォーム製品を生産している。2004年からは、トヨタ生産方式を導入して、生産革新に取り組む。
FJITの様子を紹介しよう。
 |
 |
| 石川県かほく市にある富士通ITプロダクツ | |
●生産から組み立て、試験まで一貫して行なう拠点
FJITは、2002年4月1日に、'79年から稼働していたPFU笠島工場を拠点として設立した。資本金は4億5,000万円。富士通が55%、PFUが45%の出資比率となっている。
PFU笠島工場で生産していた小型サーバーや下位ストレージ装置、スキャナ、プリンタ、富士通長野工場で生産していた上位ストレージ装置、富士通沼津工場で生産していた大型サーバー、富士通熊谷工場で生産していた各種プリント板ユニットを、それぞれFJITに移管。CPUモジュールからプリント板、装置組立、試験までを行なう一貫生産体制としているのが特徴だ。
現在、FJITで生産しているのは、基幹IAサーバーのPRIMEQUESTをはじめ、UNIXサーバーのSPARC Enterprise、メインフレームのGS21/PRIMEFORCE、小型UNIXサーバーのPRIMEPOWERのほか、ストレージのETERNUSシリーズ、ネットワークサーバーのIPCOM、PFU向けのイメージスキャナ、製造装置などのコントローラなどに使用されるボードをはじめするProDeS(Product Design Service)製品など。基幹IAサーバーのPRIMEQUESTは月産100台の能力となっており、全体では年間3,000台のサーバー生産を行なっているという。
 |
 |
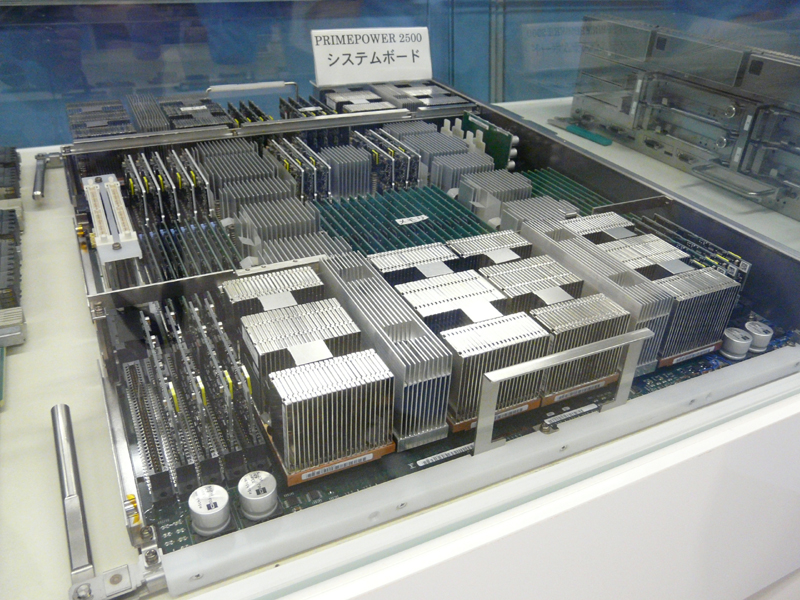 |
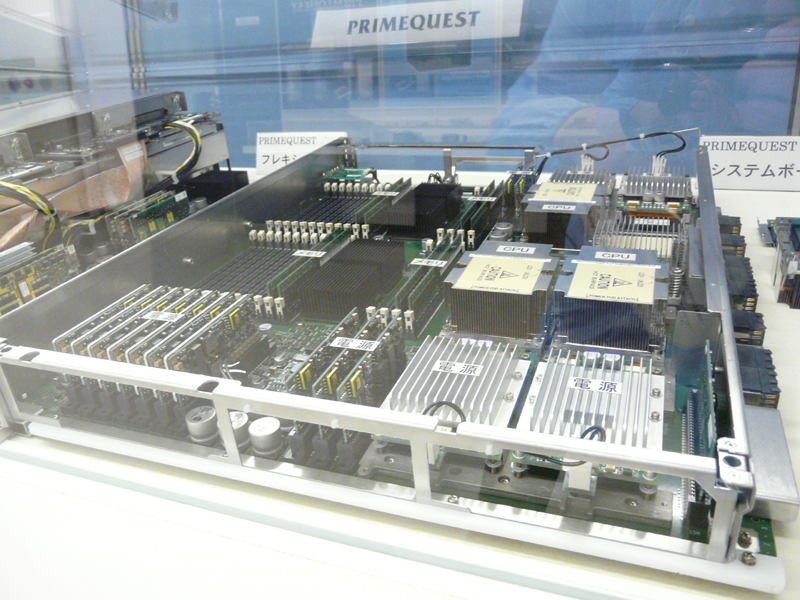
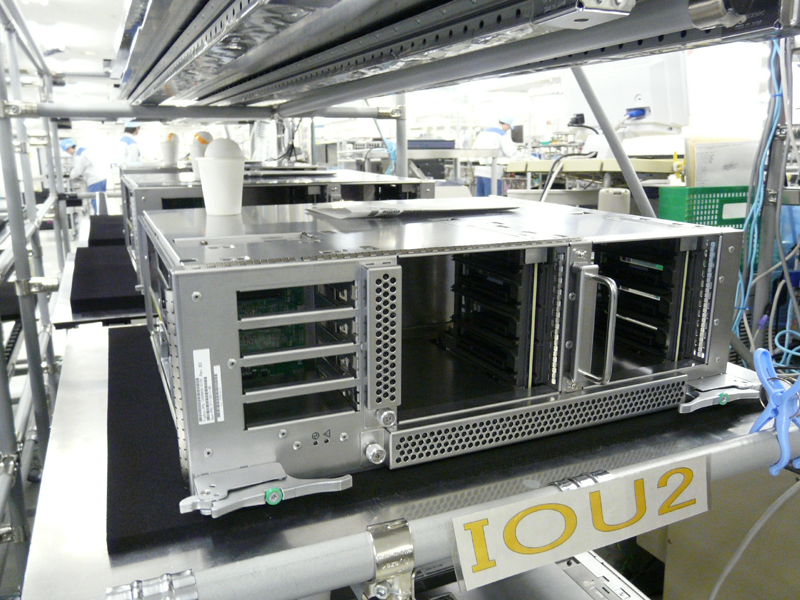
| 富士通ITプロダクツの高田正憲社長 | FJITで生産されているPRIMEQUESTのシステムボード | PRIMEPOWER2500のシステムボードには38層のプリント板が採用されている |
 |
 |
 |
| UNIXサーバーのSPARC EnterpriseシリーズおよびPRIMEPOWER1500/2500は月産250台 | メインフレームのGS21/PRIMEFORCEは月産100台の能力 | 小型UNIXサーバーのPRIMEPOWER250~900は、月産2000台の体制 |
 |
 |
 |
| 部品は各作業者ごとに配置。一日3回供給される | ストレージのETERNUSシリーズは月400台の能力。リードタイムの8割が試験工程だという | ストレージは、入庫した段階で全量を検査 |
 |
 |
 |
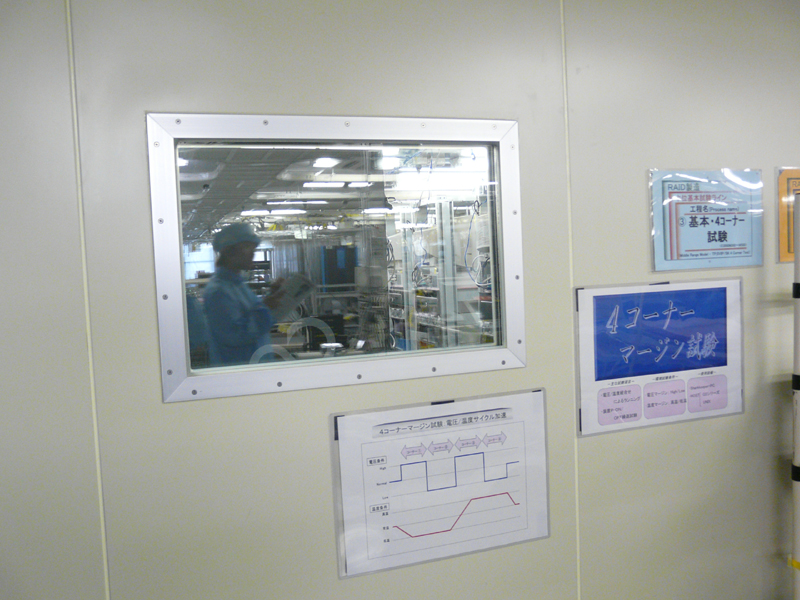
| ストレージでは、4コーナーマージン試験を実施。電圧/温度組み合わせ試験、電圧マージン、温度マージン検査などを行なう | 組み込んだあとにもさらに検査を行なうことで信頼性を高める | 小型ストレージの生産ライン。厳しい検査が行なわれている |
多品種少量生産に適した生産体制としており、LSIパッケージでは、SCM(Single Chip Module)において、月に59種類、15,000枚の生産を可能としているほか、MCM(Multi Chip Module)では、月に6種類、100枚の生産体制を実現している。
また、超高密度実装や大型サイズ基板への特殊実装技術を持っているのも特徴で、最大44層を含む1,300種類のプリント板を毎月生産、月産8万枚の能力を持つ。「2,000種類を超えるプリント板ユニットを生産し、最大で460×568mmという大型サイズの基板を、最小では50×50mmの基板サイズの生産を可能としている。サイズの大きなプリント板ユニットでは、SMTでマウントできない部分があり、そこを、IMT(Insert-Mount-Technology)ラインによって、人が実装するといったことも行なっている」(富士通ITプロダクツの高田正憲社長)という。
現在、SMTラインは4本の量産ラインと、1本の試作ラインがあるが、SMTラインにおける零次不良率は3PPM(100万件に3件)以下を実現しており、さらに、段取り替えにかかる時間も6.7分に短縮することで、多品種少量の生産に対応できるようにしている。
「2003年の段階では、一日の段取り替えが38回、一度の段取り替えにかかる時間が55分だった。これが、7分以下に短縮したことで、一日137回の段取り替えが可能になっている」という。
また、プリント板ユニット修理技術に関してもノウハウを蓄積しており、これも信頼性向上につながっている。
さらに、試験技術力、解析技術力、保証技術力といった高い品質保証技術を持つことで、短期間で、量産品質をつくり込むことも可能だという。
 |
 |
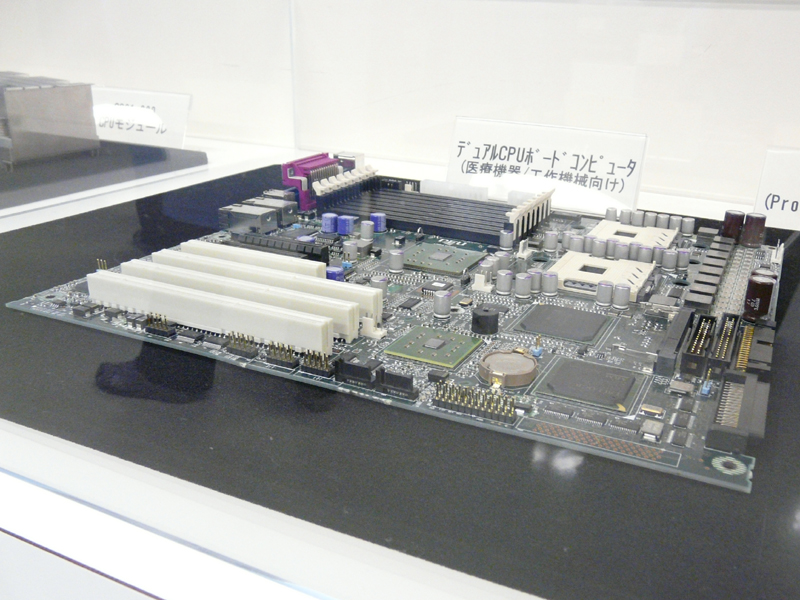 |
| 多品種少量生産に対応するため検査用の設備も小さくし一台ずつ対応する仕組みに | ラインを見直し、従来は別の場所にあった梱包工程をインライン化 | PFU向けのProDeS(Product Design Service)製品 |
 |
 |
 |
| PFU向けに生産しているイメージスキャナは月300台の生産能力。光学機器のため、クリーンルームで生産 | プリンタも20種類、月産750台の能力を持つ | プリンタ生産ラインではRFIDを採用。作業員はこれを腕にはめて、部品などに添付されたRFIDを読み取り、正確な作業が行なわれている場合には振動する |
 |
||
| 組み立てラインではU字ラインが数多く使われているが、なかには円形ラインもある |
●トヨタ生産方式によりリードタイムを半減
 |
| かんばんの代わりに使用しているピンポン玉 |
トヨタ生産方式を導入したことで、FJITにおける生産革新は急速な勢いで進展している。
2004年からコンサルタントを招いて、トヨタ生産方式を導入したFJITでは、これまでの期間に、リードタイムを半減し、総費用では、1年あたり約10%は改善されており、3年間では約30%のコスト削減を達成している。また、生産ラインを原則的に一個流しとしたことで、工程と工程の間に溜まった仕掛かり品(ストック)を削減でき、工場スペースの大幅な削減を達成した。
「これまで外部に12カ所の倉庫を持っていたが、これを1カ所に削減することができた。また、13km離れたところに物流センターがあったが、これも本社の中に取り込むことができた。倉庫スペースは半減し、中間倉庫レスによる効率化も図ることができた」という。
作業プロセスの効率化に向けては、改善提案による見直しのほか、3次元設計データであるVPS(Virtual Product Simulator)を活用することで、ストレージの差し込みなどといった重量物を取り扱う際に作業者の肘や腰にどれぐらいの身体負荷がかかっているのかを算出。それを反映した製品設計を行なったり、この仕組みを利用して、作業手順書を作成し、それを多品種少量生産のラインで活用したり、作業者のトレーニングに活用するといった取り組みも行なっている。
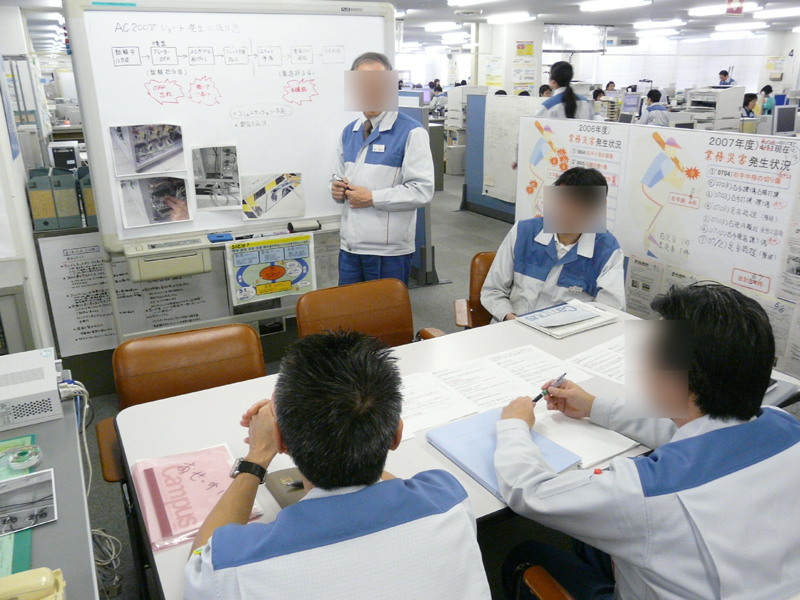
また、FJIT独自の取り組みとして、「おせっかい活動」を行なっているのも特徴だ。2007年度第1四半期に製造部門を対象に開始したことの活動は、「おせっかい」をキーワードに、あらゆる活動の改善提案を行ない、これを解決していこうというもの。
製造部門では、3カ月間に370人が参加し、1,341件の課題を抽出。改善率は100%を達成した。また、第2四半期に取り組んだ物流部門では、146人が参加し、742件の課題抽出があり、改善率は98%。第3四半期の装置・検査部門では、284人が参加し、1,582件が抽出され、改善率は84%に達したという。
「おせっかいを焼くように提案する」というのが語源で、ほうきだけで磨いていたものを雑巾で磨く、5分で掃除しようといった場合に、5分で終わるのではなく、本質的な目的であるきれいにするためにはどうするか、といったことを真剣に議論し、改善を図る。
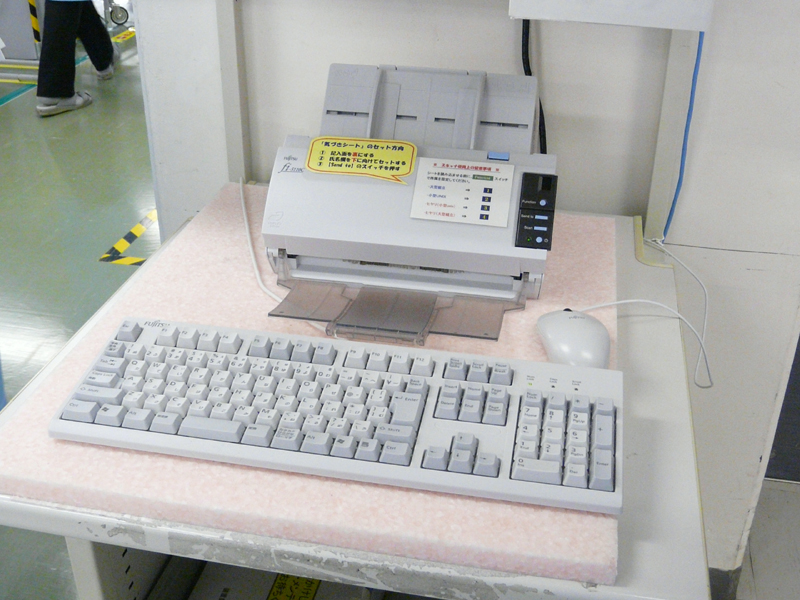
さらに、Qfinity委員会を設置し、提案活動を積極化。手書きの提案書をスキャナーで読み込み、それを改善し、報奨を与えるという仕組みを確立している。年間約3万件の改善提案が行なわれているという。
 |
 |
 |
| 部品や製品ごとにピンポン玉が添付される | 添付品の工程。ここでも色違いのピンポン玉を利用 | 天井の管をエアーによってピンポン玉が工程の最初に戻る |
 |
 |
 |
| 提案活動の提案書を専用スキャナー「IdeaPOST」で読み込む | 改善活動は常に行なわれている。社員が知恵を持ち寄って解決する | 歩行くんと名付けられた歩行速度測定器 |
●RFIDの導入にも踏み出す
加えて、RFIDの導入も一部で開始している。
現在、プリンタ生産ラインと小型UNIXサーバーの生産ラインでRFIDを採用。作業員は専用機器を腕に付け、正確な部品の取り付けを行ない、作業が完了した場合には振動で知らせ、作業に間違いがあった場合には、アラームが鳴る仕組みになっているという。
高田社長は、「今後、生産ラインにおけるRFIDの採用を積極化していく考え。プリント板ユニットのIMTラインをはじめ、ラインサイドに供給部材を配置しているラインには優先的に導入していきたい」と語る。
RFIDの導入によって、作業者のミスが大幅に低減されているのに加えて、RFIDのコスト削減が進展していることも導入を後押しすることになる。
「作業ミスや製造ミスは、作業者の責任ではなく、ミスが出る仕組みで働かせている経営側に責任がある。RFIDの導入も、ミスを作らない環境実現の取り組みの1つ」としている。
 |
 |
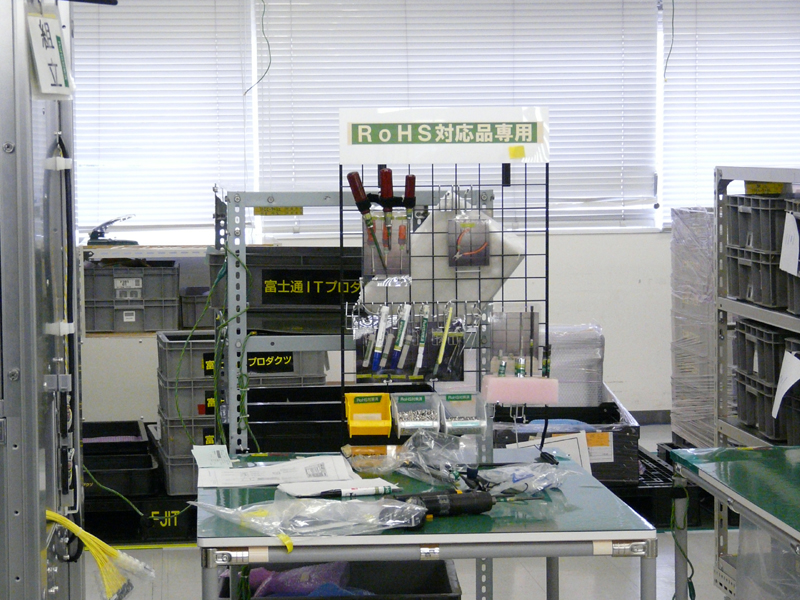 |
| 人が実装するIMT(Insert-Mount-Technology)ライン。圧入方式も採用し、品質を高めている | RoHS対応には緑色の札を付けも生産段階から明確に管理している | RoHS対応製品用の工具も別に管理している |
●生産革新を全体最適へと拡大
 |
| 富士通の黒川博昭氏、2005年度の経営方針説明会より |
富士通の黒川博昭社長は、何度もFJITを訪れ、生産現場を自分の目で確認している。
昨年、FJITに訪れた際には、社員の仕事ぶりに高い評価をする一方で、生産革新活動を、すべての製品ライフサイクルに反映させた全体最適化への取り組みの必要性に言及したという。
つまり、生産活動における革新活動に留まらず、設計、開発、物流、営業までを含めた革新活動へと拡大する必要性を訴えたというわけだ。
その点では、プラットフォーム事業全体を革新するという意味では、FJITの活動成果が各方面に影響することが考えられる。FJITの改革は、今後、全体に波及していくことになりそうだ。
□富士通ITプロダクツのホームページ
http://jp.fujitsu.com/group/fjit/
□関連記事
【2003年11月10日】富士通コンピュータ事業の故郷、沼津工場見学記
http://pc.watch.impress.co.jp/docs/2003/1110/gyokai76.htm
【2007年8月20日】富士通の技術に子供たちも興味津々 「富士通キッズイベント2007」開催
http://pc.watch.impress.co.jp/docs/2007/0820/fujitsu.htm
(2008年3月10日)
[Text by 大河原克行]
【PC Watchホームページ】
PC Watch編集部 pc-watch-info@impress.co.jp ご質問に対して、個別にご回答はいたしません
Copyright (c) 2008 Impress Watch Corporation, an Impress Group company. All rights reserved.