 |


■大河原克行の「パソコン業界、東奔西走」■デルのPC生産拠点、中国・廈門のCCC4訪問記
|
 |
| デルの日本向けPC生産を行なうCCC4 |
デルの日本向けPCおよびサーバーは、中国・廈門(アモイ)にあるCCC(China Customer Center)4で生産されている。
最新の生産技術を採用した同工場では、24時間操業体制とし、最大で年間350万台ものPC生産が可能であり、同時に需要変動にあわせた柔軟な生産体制を実現している。このほど、CCC4を取材する機会を得たので様子をレポートしよう。
デルが中国・廈門でPCの生産を開始したのは、'98年のこと。CCCとして、仮工場の形で事業を開始。当初は、中国市場以外のアジア向け製品の生産を行なっていた。
2000年には、中国における事業の拡大に伴って、本格的なPC生産を行なうCCC2を開設。アジア地域のほか、中国市場に向けて製品投入を開始した。
その後、CCC3と呼ばれる拠点を開設したが、これは廈門市内に置く営業機能を持った施設。もともとCCC2にいた中国市場向けの営業部門をCCC3に移転し、CCC2の生産エリアを拡張した。
そして、2006年5月にスタートしたのが、CCC4である。計画から約8カ月で稼働したCCC4は、CCC2とほぼ同じ約15,000平方mの製造エリアを持ち、日本市場向けをはじめ、韓国、香港などのアジア市場向けサーバー、デスクトップPC、ノートPCの生産を行なう。これに伴い、CCC2は、中国市場向けの生産に特化している。
つまり、現在、デルのアジア市場向けの生産拠点は、中国市場向けのCCC2、日本をはじめとするアジア市場向けのCCC4の2拠点。これに加えて、2007年前半には、CCC4とほぼ同規模の新工場がインドで操業開始する予定で、ここでは、インド市場向けの製品が生産されることになる。
 |
 |
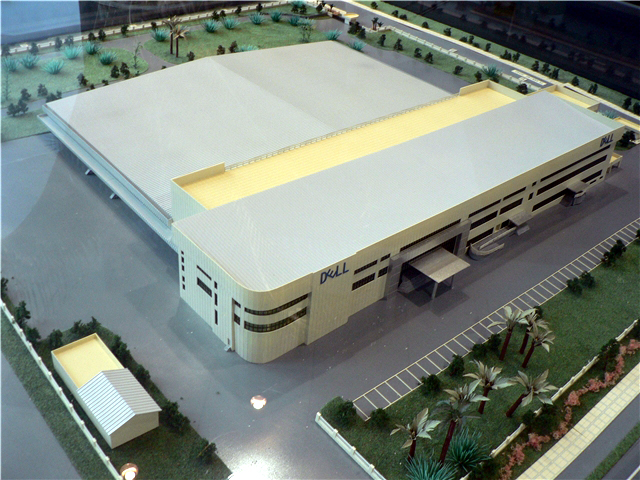 |
| 廈門国際空港とは約5分の距離。ちょっと無理をすれば歩けそうだ | こちらはCCC2の外観。CCC4と隣接する位置にある | 模型によるCCC2の全景。CCC4もほぼ同じものとなっている |
 |
 |
 |
| CCC2のロビー。マイケル・デル会長と、前中国国家主席である江沢民氏との写真も | 従業員を送迎するためのバス。100台以上が廈門の各方面に向かう | CCC2の社員食堂。午後5時過ぎには一杯になった |
●2007年1月にはフル稼働の体制に
CCC4の基本的な構造は、デルが全世界で展開している生産拠点と同じだ。その点に関しては、2004年2月に紹介した米デルの本社に隣接するオースチン工場のレポートを参照してもらうのがいいだろう。また、CCC2もほぼ同じ体制となっているといっていい。
「違いがあるとすれば、最新工場という分だけさまざまな工夫が凝らされており、1人あたりの生産性が高まっている。ラインを短くしたり、セルのブースサイズを小さくしたりといったことがCCC4では行なわれている」(中国デルのアクティングディレクターであるマーク・リン氏)という。
CCC4では、1階フロアに、15,000平方mという広大な製造エリアを持っている。そこに、ノートPCの製造ライン、テスクトップPCの製造ライン、そして、サーバー製品の製造ラインという3つのラインを設置している。
2007年1月末の稼働に向けて、新たな製造ラインを構築中で、1つのラインを作るのに約3~4カ月かかるという。このラインが完成すれば、フル稼働ともいえる状況が達成されることになる。
 |
 |
| 中国デル アクティングディレクターのマーク・リン氏 | 2007年1月には、新たな製造ラインが敷設されるエリア。急ピッチで作業が進んでいる |
CCC4では、デルとしては初めてインテグレーテッドラインという考え方を導入。ノートPCの製造ラインとデスクトップPCの製造ラインでどちらの製品も生産できるように工夫した。「最も生産量が多いのがデスクトップPC。だが、BTOによる受注生産のため、日によって生産量が変化する。その際には、製造ラインで作るものを変更し、需要変動に対応できるようにしている」という。1月に稼働予定の新ラインもインテグレーテッドラインとなっている。
JDOMS(ジェイドムス)と呼ばれる受注情報システムを経由して、CCC2に置かれたデータセンターに、アジア地域からの注文情報が入り、そこから、部品メーカーへの発注とともに、生産ラインへの生産仕様書の発行、必要に最適な人員投入などが計画される。
CCC4の取材時には約100人が勤務していたが、ピーク時には約400人が業務に携わるという。午前中は注文数が少ないことから、従事している社員は少ないが、午後から夕方にかけて、ラインに投入される社員は一気に増加するというサイクルだ。なお、工場の休業は、月曜日となるが、これは週の前半に注文が少なく、後半に集中することに対応したものである。
「生産量を平準化するという考え方があるが、デルのBTOの仕組み、ダイレクトモデルの仕組みを考えると、ピーク時にも、顧客の注文通りに納品することこそが大切。コスト削減と注文通りの納品のどちらを選択するかというと、それは後者の方になる」という。
●広大に敷地を利用した直線的な製造ライン
製造ラインは、広大な敷地を利用して、3本のラインがそれぞれ並行に直線的におかれたものとなっている。
それぞれの製造ラインは、「キッティング」、「ビルド&バーン」、「バックエンド」という3つの工程に分類できる。
まずキッティングエリアを見てみよう。CCC4には、90分単位で部品が投入される。部品は、ラインに投入しやすいように、事前に小分けされており、これがベルトコンベアーで運ばれる。最初の工程では、それぞれの注文仕様にあわせた部品をピックアップする作業となる。それぞれの部品は、「トラベラー」と呼ばれる仕様が書かれた指示書にあわせてピックアップされる。すべてはバーコードで管理されており、間違った部品を取ると、最後にバーコードでチェックした段階でアラームが発せられる。
トラベラーと部品は、トレイに乗せられて、ビルド&バーンエリアに入り、組立と検査が行なわれる。
 |
 |
| これが基本的な製造ラインの仕組み | 製造エリアの入口には、金属探知ゲートが用意されている。中から部品などを持ち出せないように管理 |
 |
 |
| 工場内にはトラックで部品が運び込まれる。24台分のトラックが着けられる | |
 |
 |
 |
| カートンごとに区分けされた部品 | トラベラーがプリントアウトされ、トレイに乗せられる | トラベラーの指示に従い、部品をトレイに乗せる |
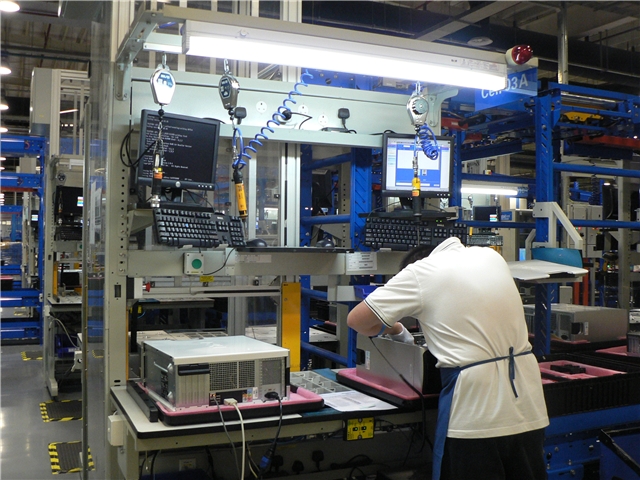
組立工程は、1人の作業員が1台を組み立てるセル方式を用いている。1ラインには、30以上のセルがあり、モニターに映し出された指示を見ながら、組み立てを行なう。ノートPCの組立担当者は、デスクトップPCの組み立て経験者が携わっており、いずれも約30分で1台が組みあがる。
 |
 |
| セルによる組立ライン。1つのブースで2人が作業できるようになっている | 組み立てする作業員の前にはモニターがあり、ここに指示が表示される |
検査エリアは、電源が入るかどうかといった基本的な試験が行なわれたあと、サーバーから、OSやアプリケーションなどをダウンロード。また、同時にテスト用ソフトウェアをダウンロードし、動作確認の試験を実施する。テストは、4段階で実施。標準仕様となるデスクトップPCでは約2~3時間で完了するが、特別仕様のPCやサーバーでは20時間の検査時間におよぶこともある。「顧客の中には、製造段階での検査を徹底してほしいというものもある。そうした顧客には延長検査を実施するといったメニューも用意している」という。
また、製造ラインには、CFI(カタテム・ファクトリー・インテグレーション)と呼ばれるエリアも用意されており、ここでは、顧客ごとのソフトウェアなどをインストールするといった特別な要求にあわせた作業が行なわれる。
「当社が用意したメニューで、例えば、HDDに関しては、顧客が指定したものを使用して欲しいという場合など。CFIではこうした要求に対応することができる」という。
 |
 |
| バーンエリア。ここでは自動検査を行なっている | 検査工程は人によっても実施されている |
 |
 |
| 組み立て、検査が完成したPC。トレイの上には、トラベラーとPCだけが残る | バーンエリアを通過した完成品。トレイは非帯電性のクッションが敷かれている |
その後、目視での検査を行なう二次検査を通過すると、今度はバックエンドの工程に入る。
ここでは、仕様にあわせた添付品をピックアップするとともに、梱包が行なわれる。ここでもすべてバーコードで管理されている。梱包は手作業で行なわれており、この後に出荷口へと運び出される。
ただし、ここでバーコードで最終チェックを行なった際に、添付品が足りなかったり、部品に不具合が発生していたり、テスト段階で問題などがあれば、出荷用のラベルは印字されない。ここでは、品質管理部門やサプライヤーとも情報を連動した形で、最終の品質チェックを行なう形となっている。
 |
 |
 |
| 最後はバックエンドのエリア。ここには添付品が置かれている | 梱包エリア。ダンボールは手で組み立てる | |
 |
 |
| 梱包されたPCは、ベルトコンベアで出荷口へ搬送される。日本へは船便で大阪と横浜に着く | |
工場内の仕組みは、すべてバーコードで管理されているため、作業員は、製品が完成し、出荷するまで何度もバーコードを読みとる作業を行なうことになる。また、トラベラーや部品、完成品が置かれるトレイの下にもバーコードがあるが、これらをすべてRFIDに置き換えれば、かなりの効率化が図れるとも感じだ。これに対して、マーク・リン氏は、「RFIDは何度も検討を行なっているが、コスト面で見合わせない。トラックから下ろされるパレットで一部RFIDを活用しているが、全面的な採用には、サプライヤーの協力を仰ぐことも必要であり、現時点では具体的な計画はない」とした。
だが、バーコードを利用することで、部品の品質管理の実現のほか、取り忘れ、付け忘れといったトラブルを防止し、さらに、工場内に部品在庫と完成品在庫を一切置かない仕組みを実現している点には目を見張る。
●パートナーとの連携で在庫をゼロに
デルが、CCC2およびCCC4において、部品在庫ゼロ、完成品在庫ゼロを実現している背景には、サプライヤーとの緊密な関係を構築している点が見逃せない。
その実現に大きな役割を担っているのが、物流パートナーであるBAXグローバルである。同社は、米国で創業した企業だが、今年、ドイツ鉄道に買収され、いまでは、世界規模での総合的物流サプライヤーグループの一翼を担っている。中国では、廈門のほかに上海に拠点を置いており、日本の企業も、中国の製造拠点において、同社を利用しているという。また、デルのマレーシア・ペナン工場でも、BAXグローバルが同社のパートナーとして活躍している。
廈門への進出は、'98年にデルが廈門に進出したのと同時。当初は40人体制だったものが、現在では250人規模に拡大している。
サプライヤーの在庫を保管するVMI(ベンダー・マネジメント・インベントリー)の施設を運営し、港湾に面した自由貿易地域に約8,000平方mの倉庫を確保。毎月1万パレット、在庫金額にして、約1億米ドルが保管されている。これは、約2週間分の製造に使われる部品に相当する規模だという。
BAXが保有する13台の10tコンテナトラックのうち、8台をデル専用に使用。これらの部品を、1日10往復程度で納品。タイムリーな部品納入が実現されている。
 |
 |
| BAXグローバルの倉庫の外観 | 倉庫は湾岸部の自由貿易地域にある |
 |
 |
| 倉庫は2階建てとなっている | 高さは1フロアあたり12.5m、1万パレットが収容されている |
 |
 |
| フォークリフトが2台通れる通路幅としているのも特徴 | BAXグローバルが所有する10tコンテナ。8台がデル専用に使われる |
現在、デルのPCおよびサーバーの生産に必要に部品は200社以上から納品されているが、このうち130社がBAXグローバルで管理されているもの。130社のうち、約50社が中国企業から納品されるものだ。BAXグローバルに在庫されている部品は、すべてサプライヤーの資産として計上されており、CCC2およびCCC4に入荷した時点で、デルの資産に計上される。
自由貿易地域という特殊事情もあり、海外からの部品は無課税で輸入。デルが完成品として輸出する際も無課税で出荷できる。また、中国市場向けには完成品が出荷された段階で課税されることになる。
デルが生産量を決定し、部品の発注をBAXグローバルに行なってから、部品を揃え、工場に納品するまでに、同社に与えられている時間は90分間だ。
12.5mの高さで1フロア。これを2フロア持つという広大な倉庫のなかから、必要な部品をデルの製品ラインに投入しやすいように小分けし、トラックに積み込む。BAXグローバル社内の言い方を使えば、パレット単位からカートン単位へと変更するというわけだ。その後、約20分離れたデルのCCC2およびCCC4に納品する。
「最近では道路の渋滞がひどく、納品遵守率が98%になっている。デルでは、99%の遵守率を条件としており、ややこれを下回っている。状況については、毎週、デルに報告し、毎四半期ごとに改善策を提示する。2005年までは100%の納品遵守率があり、さらに、最新四半期でも100%を達成している。今後は、より安定的な納品体制を実現するための手段も考えている」とBAXグローバルロジスティック廈門のデビッド・ハン総経理は語る。
同社では、デルの製造ラインの拡充にあわせて、今後2年以内に、自由貿易地域の隣接地に新たな倉庫を建てるほか、2007年2月までに、CCC2およびCCC4から車で2分程度の場所に、「フィーダー・ハブ」と呼ばれるデル専用の小型倉庫を新設し、1~2日分のすべての在庫を保管することで、納期遵守率100%維持を実現する考えだ。
 |
 |
| BAXグローバルロジスティック廈門のデビッド・ハン総経理 | 廈門の街中では道路工事があちこちで行なわれている。これも交通渋滞の原因の1つだ |
●CCC4の3つの特徴とは
デルのマーク・リン氏は、「デルの生産拠点の特徴は、BTOへの対応、徹底した品質管理、そして、フレキシビリティの3点に集約される」と語る。
BTOへの対応という点では、Webなどを通じた柔軟な仕様変更のほか、企業顧客の要求にあわせた規格以外の製品へも対応するなど、BTOの幅を広げていることがあげられる。
品質管理という点では、製造拠点内だけの品質管理だけでなく、パートナー企業やサプライヤー、デルの全世界の品質管理部門、エンジニアリング部門、製品部門などと連携して、瞬時にラインに反映させられるようにしている。
工程の内での品質検査に加えて、物流パートナーであるBAXグローバルの倉庫内でも、オプティカルディスクの全量検査が行なわれている。
また、フレキシビリティという点では、アジア地域全体からの注文情報をとりまとめて、90分ごとに部品を発注でき、それを製造ラインに短時間で生産指示を行なう体制ができていることがあげられる。
「デルモデルは、顧客からの声をすぐに製造ラインに反映できる。生産量の変化、品質への要求の高まり、市場が要求する仕様の変化などを感じ取ることができる。サプライヤーと市場の断絶、顧客とデルとの断絶が起こらない仕組みとなっている。だからこそ、サプライチェーン全体でのコストダウンや品質向上が可能になる。ここにデルの強みがある」とする。
生産拠点にカスタマーセンターという名称を使っていることも、顧客との接点を大切にするという気持ちが表れているといえよう。
CCC2およびCCC4を見ると、デルが持つ敏捷性、柔軟性が強く反映された拠点であることがわかる。インドの新工場の完成によって、また日本向けの生産キャパシティにも余力ができることになる。その点では、インド市場での事業拡大という直接的な要素とともに、日本におけるトップシェア獲得に向けた生産拠点の体制づくりが着々と進んでいるともいえそうだ。
□デルのホームページ
http://www.dell.com/jp/
□関連記事
【6月19日】【大河原】デル、宮崎カスタマーセンターを公開
http://pc.watch.impress.co.jp/docs/2006/0619/gyokai165.htm
【2004年2月23日】【大河原】米Dell テキサス州オースチン工場見学記
http://pc.watch.impress.co.jp/docs/2004/0223/gyokai88.htm
(2006年12月5日)
[Text by 大河原克行]
【PC Watchホームページ】
PC Watch編集部 pc-watch-info@impress.co.jp ご質問に対して、個別にご回答はいたしません
Copyright (c) 2006 Impress Watch Corporation, an Impress Group company. All rights reserved.