 |


■大河原克行の「パソコン業界、東奔西走」■ソーテックブランドPCを生産する鳥取オンキヨーを訪ねる
|
オンキヨーは、ソーテックブランドのPCおよびオンキヨーブランドのオーディオPCの生産を、鳥取県倉吉市の鳥取オンキヨーで行なっている。
オンキヨーがソーテックの買収を発表したのが2007年7月。それ以来、ソーテック事業の移管が進められ、2008年12月には、鳥取オンキヨーにおけるPC生産、リペアセンター、コールセンター機能が完全に整った。それは、ソーテック時代の体制とは完全に異なるものだといっていい。実際、生産現場で働く社員のなかに、かつてのソーテック時代のモノづくりに携わった人材は1人もいない。オンキヨーのPC事業体制はどうなっているのか。鳥取オンキヨーの現場を取材することで、その変化を追った。
 |
 |
| 鳥取県倉吉市にある鳥取オンキヨー | |
オンキヨーが2007年7月に、ソーテックの子会社化を発表して以来、現在までの約1年半の取り組みは、創業時からファブレスメーカーとして歩んできたソーテックの体質を、社員が自ら生産する正真正銘のPCメーカーへと転換させる、いわば「大手術」を施したものだったといっていい。
 |
| 鳥取オンキヨー・砂長潔社長 |
「作っている1人1人が、自らがブランドを背負った正社員である。それが、かつてのソーテックの体制とは大きく異なる点」と、鳥取オンキヨーの砂長潔社長は語る。砂長社長自身、オンキヨーでWAVIO事業を率いてきた経緯があり、同社プロパーのなかで、PC業界とのつながりが最も深い人物ともいえる。
「これまでのソーテックを否定するのではなく、ソーテックが持っていた優れた点は継続しながら、オンキヨーのモノづくりへのこだわり、高品質で効率的な生産手法を加えることで、オンキヨーによるソーテックブランドPCを作り上げた」と続ける。
まず、簡単にこれまでの経緯を振り返ってみる。
オンキヨーは、2007年7月に、ソーテックの子会社化を発表後、同年9月に行なわれた臨時株主総会で、ソーテック経営陣のなかに、オンキヨー側から数人の役員を送り込むことを決議。経営体質の改善に着手するとともに、同年12月からは、BTOによるPC生産だけを鳥取オンキヨーで開始した。さらに、オンキヨーグループ全体の再編のなかで、鳥取オンキヨーへのソーテック事業の完全移管が掲げられ、2008年度(1~12月)には、その取り組みが実行に移された。
その後、2008年3月にはオンキヨーによるソーテックの完全子会社化が発表され、9月にはソーテックを吸収合併。ソーテックブランドを残しながら、オンキヨーのもとでPC事業を再スタートし、現在に至っている。
鳥取オンキヨーでは、2008年度の事業目標として、3つの目標を掲げた。
1つは、旧ソーテックの業務移管と生産、修理、コールセンターの三位一体での事業体制を整える「PC事業の集約と一元化によるバリュー創造、優位性の発揮」。2つめには、外注作業を排除し、内製化にシフトする「費用流出を避け、内製化を実行する」、そして最後に、オーディオ生産で培ってきた人的資産のフル活用や品質改善、能率改善、サポート強化などにより、PC事業の総合拠点としての地位を確立する「品質マネジメントを、当初から、それぞれの機能組織に落とし込み、標準化する」という点だ。
これらの観点から、ソーテック事業の移管を進めていったのだ。
 |
 |
 |
| 鳥取オンキヨーの看板 | JR倉吉駅から車で約20分の場所にある | |
生産体制について、2007年12月に、鳥取オンキヨーでBTO生産を開始したのに続き、2008年3月からは量産モデルの生産を開始。一部外注で生産していた体制も、5月には完全に鳥取オンキヨーのなかに取り込んだ。また、従来から行なっていたオーディオの中級機、高級機の生産は4月には完了し、その時点から、鳥取オンキョーは、PC専用工場へと役割を変えた。
一方、リペアセンターでは、2月末から鳥取オンキヨーの社員を対象に、一時的にソーテックのリペアセンターがあった神奈川県横浜市の福浦事業所で短期間研修を実施。約2週間後の2008年3月15日には、福浦事業所を閉鎖。外部のコンサルティング会社を活用したり、一部修理業務に外部の企業を活用するといった取り組みを経て、6月にはコンサルティング会社との契約を完了し、自社社員による運営へと主体を移行。12月には一部委託していた外注も終了し、完全内製化とした。
さらに、コールセンター業務では、2008年2月の段階で福浦事業所での業務を終了。3月1日から5月31日までの期間限定として、トランスコスモスの大阪・梅田のコールセンターに業務委託し、運用を行なった。この間、社員に対する研修を実施。6月からは自社運営へと完全移行したのだ。
つまり、現在の生産ライン、リペアセンター、コールセンターは、すべて鳥取オンキヨーの社員で運営されていることになる。しかも、そのほとんどが倉吉市の出身/在住者である。倉吉市内の在住者で社員のほとんどが構成されていることからも、かつてのソーテックの人員とはまったく異なる体制で運営されているのがわかるだろう。
現在、鳥取オンキヨーの正社員は160人。これに、約40人の派遣社員が勤務している。正規、非正規をあわせた約200人のうち、生産ラインが約60人、リペアセンターが約50人、コールセンターが約50人、オーディオの修理サービスが約25人、品質管理が約10人といった体制だ。残りは事務部門ということなる。
「かつてのソーテックでは、自前の施設に生産ラインやコールセンターを設置しても、中身は派遣社員や外注社員がほとんどであり、ファブレスメーカーとしての手法が残っていた。だが、鳥取オンキヨーは、過去20年以上に渡り、高級オーディオ製品を中心に、社員が自らブランドを背負って生産してきた自負がある。オーディオ生産ではISO14001およびISO9001などを取得し、品質にも自信を持っている。2008年度の1年間をかけて、社員が生産、リペア、サポートの三位一体の体制で運営できる体制とし、自分たちのブランドは自分たちで守り、成長させるという体質へと転換した」(砂長社長)。
もちろん、鳥取オンキヨーに勤務していた社員たちにとっても、大きな転機となったのは間違いない。オーディオ機器の生産には長年の経験があるものの、PC生産はこれまでに経験がない社員ばかりだけに、戸惑いは大きかった。
「扱うものは違っても、工場の管理、品質管理には共通したものがある。業界最高水準の品質と、お客様満足度の実現を目指し、社員にも理解を求めた。2008年度前半は、社員の精神的な転換に多くの時間を割き、オンキヨーグループからの支援も得た。その結果、2008年度下期には、社員のベクトルが1つの方向に向かい、高い品質レベルの生産が行なえる体制が整った」。
高い品質での生産が可能になったと判断した2008年9月、鳥取オンキヨーで生産されるすべてのPCに、「倉吉発 MADE IN JAPAN」のシールが貼付されることになった。それ以来、ここで生産されるPCにはこのシールが貼られている。「倉吉発」には、単に日本で生産されたPCという意味があるだけではない。社員がブランドを背負って、倉吉の地で、PCを生産しているという強い意志が込められてるのだ。
 |
 |
 |
| 倉吉発 MADE IN JAPANのシール | ||
鳥取オンキヨーでは、2009年度の事業方針として、「Next Stage」をキーワードに、「PC事業における鳥取オンキヨーとしての業界優位性を確立する」、「総合サービス企業であることを再認識し、国内営業における優位性としてCS向上を目指す」、「それぞれの部門が知恵を出し合い、自ら利益創出の道を切り開く」、「各セグメントにおける独自の収益体制の確立と黒字化」の4点を基本方針に掲げる。
なかでも、PC生産においては、生産工程におけるITシステムの強化に取り組むことが大きなトピックスとなる。
鳥取オンキヨーでは、2008年度中に、基幹となる生産管理システムを稼働させた。オンキヨーのグループ標準の仕組みを利用して導入したものだ。
2009年は、これに材料ピッキングシステム、イメージ展開システム、工程モニタリングシステム、受注システムといったサブシステムを付加し、工程内における作業効率の向上、顧客満足度の向上につなげる考えだ。
「サブシステムが稼働すれば、生産効率は約20%向上することになるだろう」と砂長社長は見積もる。
 |
 |
 |
| 鳥取オンキヨーに入荷したベアボーン | ベアボーンの開梱工程。量産用とBTO用とが別々のラインで開梱される | |
 |
 |
| 開梱、梱包ラインと組立ラインは壁で仕切られている。ダンボールを組立ラインに持ち込まない | パーツ倉庫の様子。部品が整然と棚に並ぶ |
例えば、材料ピッキングシステムでは、無線対応のハンディターミナルにピッキング指示を送信。パーツ倉庫内を指定された通りに動けば、最も効率的にパーツをピッキングでき、取り間違えも防止できるようになる。また、リアルタイムでの工程管理が可能となり、このデータをECサイトと連動させることで、顧客がBTO注文したPCのステータス情報を自ら確認するといったサービスにもつなげることができるようになる。
「ステータス情報の提供は、これまでにできていなかった課題の1つ。生産者と顧客との距離を縮めることが可能になり、顧客満足度の向上につながると期待している」(砂長社長)とする。
 |
 |
 |
| CPUなどは静電マットの上で、アースバンドを着用してピッキングする | ピッキングはワイヤレス対応のハンディターミナルを活用する | ピッキングは10個単位で行なわれ、台車の乗せられてラインに投入される |
また、イメージ展開システムでは、生産管理システムからの製造指示データをもとに、バーコードでスキャンすると、イメージ展開サーバーから製品ごとに必要なOS、アプリケーションなどをHDDにインストールすることができるようになるものだ。同一の棚に置かれた製品でも、1台ごとに異なるソフトウェアをインストールすることが可能になり、鳥取オンキヨーで生産するPC全体の3分の1を占めているBTO注文にも、柔軟に、迅速に対応できるほか、人為的ミスを削減でき、品質の引き上げにもつなげることができるという。これは、5月から本格的に稼働することになる。
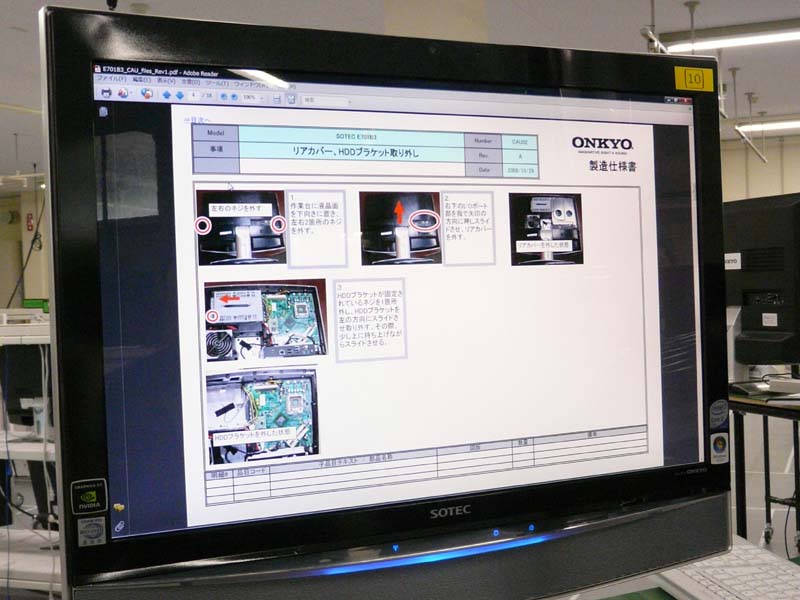
さらに、モニタリングシステムでは、作業者や管理者が生産実績などをリアルタイムで確認できる環境を構築。また、セル方式の各作業台に設置された端末に、組立作業時間、ライン通過台数などの情報を表示して、工程管理を強化する。製造指示書の表示や、連絡事項などの表示にも利用できるほか、材料ピッキングシステムと同様に、生産情報をユーザーに対してステータス情報として提供することが可能になるという。
モニタリングシステムのための情報端末として、ソーテックブランドの21.6型液晶を搭載したPCを、各セルごとに1台ずつ、合計で15台導入。組立ラインにおいても、大画面ディスプレイで逐一情報を確認できるようにしている。
こうしたIT武装によって、生産効率を高め、生産規模は2008年度はPCが97,000台、オーディオが67,000台であったものを、PC専門工場として、年間15万台規模のPC生産が可能になるという。
 |
 |
 |
| セル生産方式を採用。量産モデル用セルが10、BTO向けセルが4つある | BTOのセル。組立完成まで1人で行なう仕組みとなっている | |
 |
 |
 |
| こちらは量産用PCのセル。基本的なスタイルは同じ | セルラインには、21.6型液晶一体型PCを配置して、工程を管理。作業指示も行なわれる | セルで生産が終了するとボタンを押す。不具合があった時にもこれで呼び出す |
 |
 |
| 不具合が発生しボタンを押すと、作業台の横のモニター画面が赤くなり、管理者にも通知される | 部品はセル屋台の前方向から投入される |
 |
 |
| モニタリングシステム。作業者や管理者が生産実績などをリアルタイムで確認できる | 組立工程ではすべて静電気防止用の床となっている |
 |
 |
 |
| オンキヨーブランドのオーディオPCは、ライン生産となっている。8人で流れ作業で生産する | オーディオPCのライン内では音に関する検査をインライン化している | エージングの様子。機種によって1時間から3時間と異なる。エージング台にはノートPCが6台、デスクトップPCが8台置ける |
 |
 |
 |
| エーシングが終了し、梱包ラインへ | 梱包ラインでは、付属品なども同梱する | 梱包された完成品。このあと全国へ出荷される |
工程内の効率化は、ITの活用だけではない。社員の知恵を活用した改善にも取り組む考えで、1人毎月1件の提案を義務化し、委員会がこの成果を認定する仕組みを導入している。改善効果を具体的な数値としてコスト換算し、それを社員全員が共有するといった活動につなげ、社員のモチベーションを高めている。
同様にリペアセンターについても、IT化による工程管理改善、効率化の促進とともに、ステータス情報の提供に取り組む。
リペアセンターでは、デスクトップPCとノートPCの修理体制を分離。それぞれ社員1人で同時に6台のPCを並行的に修理する。診断や不良箇所の再現、依頼者とのやりとりなどに、それぞれ時間を要するためだ。
修理を担当する社員は、修理、最終機能検査、クリーニングまでのすべてを担当する。無償修理は5日間での完了を目標にしているが、有償修理については、検査後に有償での作業へ取りかかるための承認を依頼者にとる必要があるため、10日間で完了する体制としている。現在は、無償修理に関しては、平均3日間で修理が完了しているという。
 |
 |
| 工場2階にあるリペアセンターの様子。デスクトップの修理工程 | こちらはノートPCの修理工程 |
 |
 |
| 修理用部品倉庫の様子。数多くの保守用部品をストックしている | オーディオ機器の修理部門も鳥取オンキヨーに残っている |
一方で、テレマーケティングに対する体制強化は、2009年度の重点課題の1つだ。
同社には、テレマーケティング部門として、ソーテックダイレクトがあるが、管理、運営は、オンキヨーの子会社であるオンキヨーエンターテイメントテクノロジーが担当。具体的な拠点として、2月に鳥取オンキヨー内に配置し、新たな事業体制を確立したばかりだ。
これまでは購入前相談や電話による購入など、インバウンドビジネスが中心だったが、今後は営業推進部門の1つと位置づけ、担当人員を3人から5人に増やし、鳥取県や倉吉市などの行政、あるいは教育分野に向けた営業活動を強化するという。
鳥取県は、県内の中小企業などが開発、製造する製品について、県の機関が試行的に発注し、官公庁からの受注実績を得られることを目的とした「トライアル発注製品制度」を実施。鳥取オンキヨーで生産する製品がこれに認定された。この制度を生かして、テレマーケティングを活用した営業活動を強化するという。
一方で、コールセンターの体制強化の課題。これまで課題となっていた、迅速な回答と、顧客中心の対応に力を注いでいる。
オンキヨー営業本部サービス部PCサービス課カスタマーサポートセンター長の清野正人氏は、「接続率は、1年前に比べて1.8倍に向上している。電話がつながらなくてお待たせするということがほとんどない」と語る。
さらに、コールセンターを中心としたネットワークインフラを強化。顧客の声を、コールセンターだけに留めず、リペアセンター、生産ライン、テレーマーケティング部門などの全社全部門で共有できる仕組みとすることで、製品開発や修理品質の向上、営業活動の促進などにつなげる考えだ。
オペレータは、オンキヨーに吸収合併されてから作ったソーテックのロゴ入りの青いユニフォームを着用している。これは静電気対策がされたものだ。実は、何か問題が発生した際や、確認しくてはならない事象が起きた場合にも、すぐに組立工程や部品倉庫内に入れるようという狙いからだ。生産工程とコールセンターを同じ社屋に配置することで、問題発生時の解決を早めることができるようにしているのだ。
 |
 |
| コールセンターの様子 | コールセンターのオペレータの机の様子 |
 |
 |
| オペレータはソーテックのロゴが入った青いユニフォームを着用。静電タイプとし、すぐに生産現場に駆けつけられるようにしている | オペレータは、1人1人が最初に決めた目標を机に張り出し、初心を忘れないように心がけるという |
 |
 |
 |
| かつてのソーテックPCも在庫し、いつでも状況を再現できるようにしている。e-oneなども置かれている。ケンウッドとのコラボレーションモデルも置いてある。オンキヨー社内に、ケンウッドブランドの商品が置かれる珍しい光景 | ||
また、すべてを社員で運用しているノウハウを生かし、鳥取県が実施している鳥取県雇用促進事業のうち、人材育成教育の一部を鳥取オンキヨーが担当することが先頃決定した。新設されたテクニカルサポート人材育成事業として、2011年度まで13回に渡る育成講座を同社で開催し、年間70~100人の人材を育成することになる。
 |
| eラーニングの教室の様子。コールセンターの横に配置されている |
同社ではこれにあわせてeラーニングシステムを開発。コールセンター向けの人員育成の仕組みとして、同社社員のスキル向上や、外部の人材育成にも活用する。
鳥取県はもともと求人有効倍率が低く、コールセンターの人員採用にも苦労しているのが実態だ。同社では、こうした県と連動した形での人材育成の仕組みづくりにまで遡って、雇用確保を図る考えだ。
このように、鳥取オンキヨーは大きく変化し、2009年度も、改革に向けた歩みを止めない姿勢を見せる。
「これまでの1年半は、社員が自ら考えて、実行するという意識の変化をベースとして改革が図れた。オーディオとはライフサイクルが異なる製品を扱うことに対して、考え方や姿勢を大きく変えてきた。その点では、社員の努力を評価したい。今年度は、業界優位性、顧客満足度向上といった点での具体的な成果を追求する。さらに、行政との連携や、人材教育にも力を注いでいく」と砂長社長は語る。
鳥取オンキヨーによるPC事業体制はひとまず整ったといえよう。これからは実績をどう作るかということになる。
□関連記事
【2008年2月25日】【大河原】ソーテック、鳥取オンキヨーをPC専業の生産拠点に転換
http://pc.watch.impress.co.jp/docs/2008/0225/gyokai235.htm
【2007年10月30日】【大河原】就任1カ月のソーテック・菅新社長に聞く
http://pc.watch.impress.co.jp/docs/2007/1030/gyokai222.htm
【2007年7月24日】【大河原】オンキヨー傘下入りの真相を、ソーテック社長に聞く
http://pc.watch.impress.co.jp/docs/2007/0724/gyokai213.htm
(2009年4月6日)
[Text by 大河原克行]
【PC Watchホームページ】
PC Watch編集部 pc-watch-info@impress.co.jp ご質問に対して、個別にご回答はいたしません
Copyright (c) 2009 Impress Watch Corporation, an Impress Group company. All rights reserved.