 |


■大河原克行の「パソコン業界、東奔西走」■パナソニック神戸工場の高い生産力の秘密
|
松下電器のPC生産拠点である神戸工場が、さらなる進化を遂げようとしている。
2010年度に年間110万台の生産体制確立を目指す同社が掲げているのが、「速くて、軽い工場」への変革。2006年度から始まったこの改革は、2008年度からいよいよ次のステージに入ろうとしている。
そして、注目されるUMPC「TOUGHBOOK CF-U1」から採用されることになる新たな生産設備も、すでに試験導入が開始されている。
国内PCの生産拠点である神戸工場の取り組みを松下電器パナソニックAVCネットワークス社ITプロダクツ事業部プロダクトセンター・白土清所長に聞いた。
 |
 |
| 松下電器パナソニックAVCネットワークス社 神戸工場 | 松下電器パナソニックAVCネットワークス社 ITプロダクツ事業部プロダクトセンター・白土清所長 |
●1,000種類ものモデルに対応する神戸工場
松下電器のLet'snoteおよびTOUGHBOOKの生産は、兵庫県神戸市の神戸工場で行なわれている。
2007年度の生産実績は66万台。今年度は74万台へと引き上げ、2009年度には95~100万台、2010年度には110万台の生産規模が見込まれている。
そのほか、台湾のODMで、TOUGHBOOK 52の1機種のみを生産。同製品は、2008年10月から企業向けに日本でも投入されることになる。また、北米や欧州市場での需要に対応するため、2つの地域にコンフィグレーションセンターを配置し、神戸工場で生産されたベースモデルを中心に、顧客の要求仕様にあわせた形に仕上げて市場投入している。
Let'snoteシリーズには、14.1型を搭載した高解像度・大画面モデルとされるYシリーズ、12.1型ながらもドライブを内蔵したオールインモバイルのWシリーズ、アクティブモバイルと位置づけられるTシリーズ、940gを実現した10.4型のコンパクトモバイルのRシリーズの4機種がラインアップされているが、同社の強みは国内生産による柔軟なカスタマイズ対応。この結果、200品種以上ものモデルが存在する計算になる。
「TOUGHBOOKを含めると、1,000機種以上ものモデルが存在する。生産側では、標準モデルという概念がないほど多品種少量生産を行なっている。受注システムと連動した生産体制としており、個別対応が可能な生産体制となっているのが神戸工場の特徴」(松下電器パナソニックAVCネットワークス社ITプロダクツ事業部プロダクトセンター・白土清所長)なのである。
●強化される品質へのこだわり
この個別対応ともいえる柔軟な生産工程の中で、品質管理に対しては、年々厳しさを増している。
筆者は、過去5年以上に渡り、年に一度以上は神戸工場を訪れているが、そのたびに試験設備が充実していくことに驚いている。
今年の場合、大型静音恒温恒湿試験室を2台新設。1台あたり200台のPCを入れることができ、高温度、高湿度環境において、一度に大量の製品の評価を行なうことができる。また、同室は、防音壁で囲われているため、外からの音を遮断。異音検出やノイズレベルの確認が可能になる。
「Let'snoteシリーズにファンが搭載されるようになったことで、音に関しては、よりシビアに管理するようになっている。また、HDDなどの異音から、品質の異常などを検知することもできる。大型静音恒温恒湿室では、大量の製品で検査が行なえることから、さまざまな用途を想定した形での評価が可能になるのもメリット。出荷前に大きな問題を解決し、ファーストロットから安定した品質を維持することを目指している」という。
そのほか、部品単位での恒温恒湿室試験を行なう試験機や、落下衝撃試験機、防水試験機、熱衝撃試験機、複合振動試験機、電波暗室、打鍵耐久試験機など、数多くの試験設備が工場内に配置されている。
「Let'snoteやTOUGHBOOKがここまで成長してきた背景には、高い品質が認められたことが見逃せない。過酷なビジネスシーンでも活用に耐えうる品質があるからこそ、多くのユーザーに支持をいただいている」と白土所長は語る。
それは、こうした数々の試験機を導入し、そこで実際の利用を想定した試験をクリアした結果、実現されるものだといっていい。
一度市場に投入した製品に不具合が見つかると、それはメーカーにとっては、信頼の失墜とともに、コストとして跳ね返ることになる。白土所長は、「逆戻りのモノづくりをしないこと」を自らの信条として標榜するが、これは、市場に出た製品が、不良や故障などで工場に戻らないことを示す。この実現こそが、メーカーにとって、相反すると見られる信頼性向上とコスト削減を両立することにつながるのだ。
 |
 |
 |
| 新たに導入した大型静音恒温恒湿試験室。200台のPCを入れることができる | 部品単位での恒温恒湿室試験を行なう試験機 | 完成品で試験を行なう恒温恒湿室試験 |
 |
 |
 |
| 恒温恒湿室試験では54度の暑さと、マイナス25度の寒さでの耐久試験を行なっている | 熱衝撃試験機。製品および部品の急激な温度変化での信頼性を評価する | |
 |
 |
 |
| ケージのなかに基板を入れて温度変化を評価する | 複合振動試験機。自動車内のように振動と温度変化を想定した試験を行なう | 防水試験機では毎分1.8Lの水を360度から散水できる |
 |
 |
 |
| 落下衝撃試験機。本体での直接落下や、着荷不良を想定した包装落下試験も行なわれる | 電磁波の測定を行なえる電波暗室 | |
●2008年度から第2ステージに取り組む
2006年度からスタートした「速くて、軽い工場」への変革は、年間110万台の生産体制に向けた基盤づくりのための改革だったといっていい。
限られたスペースの中で、倍増に近い生産体制を達成するというのは、まさに工場全体を巻き込んだ大変革といっていい。
第1ステージとする2007年度までの取り組みでは、引き続き、試験、検査の充実を図るとともに、新たに物流棟を建設し、工場内にあった部品倉庫と外部にあったVMI倉庫を集約。タイムリーなデリバリー体制の確立と物流コストの削減を実現したほか、液晶モジュールの組立および検査工程の強化や、基板実装ラインの強化、1フロアオペレーションの実現などに取り組んできた。
「2006年度までは、速くて、軽い工場への改革。受注連動革新、物流革新、レイアウト変更によるエリアの有効活用などに取り組んできたことで、その成果が出ようとしている。そして、第2ステージとなる2008年度からは、生産革新に乗り出し、自動化にも積極的に取り組む」とする。
特に、基板組立ラインでの自動化が、今年度の大きな取り組みだ。
部品実装工程が完了した基板は、その後、実際に液晶やスピーカーなどの各種機器が接続されて、検査が行なわれる。これらは、すべて人の手で行なわれていた。今年度から、これを自動化するというわけだ。
実は、接続試験は、最終製品への組立工程でも行なわれており、こちらでも、人手を介して検査が行なわれていた。この検査工程において、片方を自動化することで、検査の重複を避けることが狙いともいえる。
基板組立ラインにおける自動化が進むことで、4~6人で行なっていた検査作業が、1台の検査機で済むようになり、設置スペースも半分以上減らせる。これにより、生産工程全体の工数も8~10%程度削減できるようになるという。
自動化によって余剰となった人員は、今後拡張が予定される最終製品の組立ラインへ投入することも可能であり、増産体制に向けた効率的な人員シフトも可能になる。
さらに、これまでは基板実装工程が24時間稼働であったのに対して、基板組立工程は8時間稼働。これを自動化することで、実装工程と同様に24時間体制へとシフトできることになり、これも、量産化に向けた布石となるのだ。
「これまで重複で行なわれていた検査や、自動化が可能と思われる部分を適宜見直していく。省人化と量産化を実現することで、110万台体制に向けた重要な挑戦になる」と位置づける。
この新たな基板組立工程における自動検査の導入は、同社初のUMPCとなる「TOUGHBOOK CF-U1」の基板から、量産モデルとして活用されることになる。現在、10月の出荷に向けて、生産が開始されようとしているところだ。
 |
 |
 |
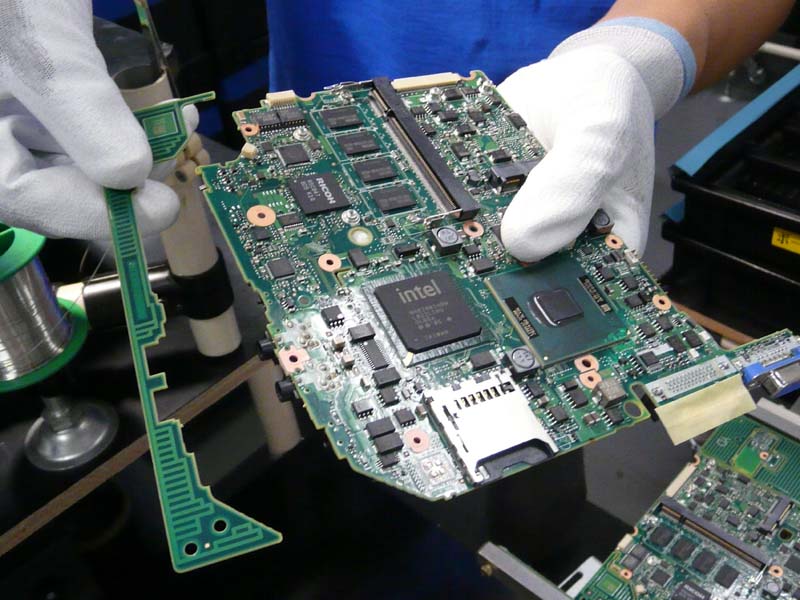
| 基板実装ライン。今後、効率化が進められることになる | 神戸工場で製造されているTOUGHBOOKの基板 | 実装ラインの随所にも検査工程が組み込まれている |
 |
 |
 |
| 実装ラインは10ラインが並んでいる。24時間稼働だ | 実装が完了した時点で、目視での検査を行なう | また自動での外観検査も行なわれる |
 |
 |
| 基板実装工程が完了したもの。この先に、基板組立工程がある | 基板組立工程では、不要な部分などを切り取る |
 |
 |
| 現在試験導入されている自動検査機。CF-U1から採用される | これが手動で行なっている検査機。これらが自動検査機に置き換わることになる |
 |
 |
 |
| Let'snoteおよびTOUGHBOOKの組み立てライン。Let'snoteは7人で生産。TOUGHBOOKは10人で生産する | 組立が完了したあとにはエージングが行なわれる。台の横に肩たたきがあるのは振動試験も同時に行なうため | |
 |
| 2007年度から稼働している物流倉庫。RFIDの試験も開始されている |
また、自動化という観点では、一部部品を対象に、RFIDの導入に関しての試験を開始しており、これも効率化とともに、量産化の下支えになるだろう。
さらに、現在、8時間体制となっている組立ラインの稼働も、増産化にあわせて、2交代制の導入向けた検討が一部開始されているようだ。
このように、神戸工場は、改革の第2ステージに入ってきた。こうした取り組みが、日本における品質の高いものづくりと、柔軟な生産体制の確立、高い競争力の維持につながっているのだ。
松下電器の神戸工場では、年間100万台を超える規模の生産体制確立に向けた準備が着々と進んでいる。
□パナソニックのホームページ
http://panasonic.co.jp/
□関連記事
【2007年8月29日】【大河原】松下電器、Let'snoteの生産設備を強化
http://pc.watch.impress.co.jp/docs/2007/0829/gyokai217.htm
【8月25日】7年目を迎えたパナソニック「Let'snote工房」に48組が参加
http://pc.watch.impress.co.jp/docs/2008/0825/pana.htm
(2008年9月3日)
[Text by 大河原克行]
【PC Watchホームページ】
PC Watch編集部 pc-watch-info@impress.co.jp ご質問に対して、個別にご回答はいたしません
Copyright (c) 2008 Impress Watch Corporation, an Impress Group company. All rights reserved.