

 |
|
 |
| Fab30全景 |
ところが、2年後の0.18μm移行では、様子がまったく違っていた。Fab25でのアルミ配線による0.25μmから0.18μmへのプロセスの移行はすんなり成功。多くの半導体メーカーが苦しんだ銅配線の0.18μmプロセスも、新工場Fab30(独ドレスデン)で順調に立ち上げてしまった。Fab30で6月から出荷を始めた銅配線版Athlonは、11月の段階で累積200万個出荷と急速に立ち上がっている。どうしてAMDはこんなに順調なのだろう。この3年間にいったい何があったのだろう。その秘密は、Fab30と、この新工場を取り仕切るジム・ドーラン(Jim Doran)副社長兼ジェネラルマネージャ(AMD Saxony Manufacturing GmbH)にあった。
 |
| ジム・ドーラン氏 |
●最新技術を先取りした製造施設
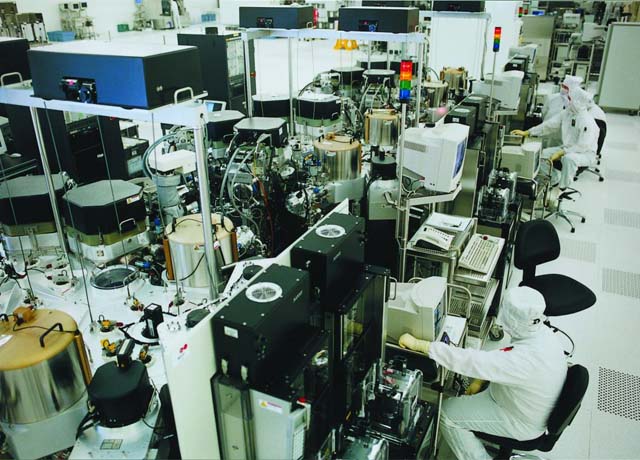 |
| 局所クリーン施設 |
局所クリーン技術は、クリーン度の高いポッドにウェハを格納することで、歩留まりと、ラインのフレキシビリティを向上させる技術だ。また、Fab30では天井部(オーバーヘッド)に設けた運搬システム(ウェハハンドリング&トランスポーティングシステム)により、処理装置の間でのポッドの移送を自動化している。
局所クリーン技術や天井の移送システムは、Intelも0.13μmプロセスの300mmウェハFabから導入を検討している。今後は一般化すると見られている技術だ。つまり、AMDはプロセス技術で銅配線を先取りしたのと同様に、製造技術でも業界より先行して新技術を取り入れたのだ。この局所クリーン技術については、次回に、もう少し詳しく説明したい。
●慎重過ぎるほど慎重なラインの立ち上げ
また、Fab30では、ラインの立ち上げに細心の注意を払い、執拗なほど丹念なテストランを行なっている。どれくらい慎重だったかは、下の表を見るとよくわかる。
◎Fab30のこれまでの歩みと今後のスケジュール(一部推定)
| 日付 | 内容 |
| '95年12月 | 計画発表 |
| '96年10月 | 着工 |
| '97年5月 | コーナーストーン |
| '97年9月 | 建物基本部分完成 |
| '98年5月 | クリーンルーム完成。機材の搬入開始 CS44E/7(0.25μmアルミ配線プロセス)のライン構築 |
| '98年11月 | CS44E/7でSRAMを試験製造 |
| '99年第1四半期 | CS44E/7で0.25μmアルミ配線版K6を試験製造 HiP5L(0.22μm銅配線プロセス)のインストール |
| '99年6月 | HiP5Lで0.22μm銅配線版K6を試験製造 |
| '99年第3四半期 | HiP5Lでのイールド改善 HiP6L(0.18μm銅配線プロセス)のインストール |
| '99年10月 | HiP6Lで0.18μm銅配線版K7を試験製造 |
| 2000年第1四半期 | HiP6Lでのイールド改善 |
| 2000年第2四半期 | HiP6Lで0.18μm銅配線版Athlon(K76)の量産開始 |
| 2000年6月 | HiP6LでのAthlon(K76)を出荷開始 |
| 2000年9月 | Athlon 100万個出荷を達成 |
| 2000年11月 | Athlon 200万個出荷を達成 |
| 2000年12月 | 0.13μmライン(HiP7L?)の構築開始 |
| 2000年末 | 製造規模をキャパの50%へ(2,500ウェハ/週?) |
| 2001年後半 | 0.13μmでの製造開始 |
| 2001年末 | 製造規模をキャパを100%へ(5,000ウェハ/週以上?) |
| 2002年第1四半期 | 0.13μmでのClawHammerとThoroughbredを出荷開始 |
 |
| 出荷されなかった銅配線K6 |
●細心の注意を払った銅配線プロセスの導入
また、プロセステクノロジで見るとFab30は、3世代目でようやく製造に入っている。AMDがクリーンルームを完成させて、まず搬入したのはFab25ですでに稼働していたAMD自身の0.25μmプロセス技術「CS44E」だ。シュアな技術でまずFabの試験運用をして、基本設備のチェックを行なったというわけだ。もっとも、これは驚くほどのことではない。
しかし、AMDはその次にMotorolaとの技術協力で手に入れた0.22μmの銅配線技術「HiP5L」も導入、試験運用している。HiP5Lの製品は実際には製造されておらず、このプロセスは銅配線でのイールドを高めるスキルを積む、という目的のためだけに導入されたと見られる。AMDは、そこまで銅配線について慎重になっていたのだ。
それは銅がチップ素材のシリコンに簡単に溶け込み「コンタミネーション(汚染)」を引き起こしてしまう、シリコンにとって有害な物質だからだ。銅配線が実用化された当初は銅は歩留まりを下げる原因になりやすく、そのため銅配線で先行した半導体メーカーは製造に苦労した。そこで、AMDは、この問題の解決のためにたっぷり助走期間を取り、銅配線の製造でのスキルを積み上げ、しかも1プロセス世代見送ることで品質を確実にしたというわけだ。例えば、Fab30では銅配線レイヤの処理を行なうエリアを、クリーンルーム内で隔離し、いったん銅エリアに入ったウェハが、シリコンエリアに戻らないように設計したという。
こうしてFab30では、プロセスの立ち上げやラインの構築を、慎重に行なった。このほか、面白いのは、Fab30では人為的なエラーを防ぐという面でも慎重を期していることだ。例えば、Fab30では、クリーンルーム作業員は2時間前から禁煙となっている。数10分前禁煙という一般的なルールよりきつい。もちろん、こうした規則を遵守させられるのは、従業員のモラルだけだが、その点では、ドイツという勤勉でモラルの高い土地柄もプラスに働いているだろう。
こうして見ると、Fab30がなぜ無事に立ち上がったかがよくわかる。慎重なライン構築の結果、量産最初の四半期で90%のラインイールドを達成したという。銅配線の効果で、製品のクロックは非常に高く、第3四半期に出荷したFab30版Athlonの出荷は80%以上が1GHzだったという。次は、Fab30のもう少し詳細を説明したい。
(2000年12月7日)
[Reported by 後藤 弘茂]