 【特別企画】 【特別企画】
【特別企画】 【特別企画】
●PC98-NXのもう一つの特徴
本誌の「読者が選ぶPC Watch10大ニュース」の1位は「PC98-NXの発売、アークテクチャー変更」だったが、PC98-NXには従来のPC98にはないもう一つの特徴がある。それはMate NXシリーズ(以下Mate)など企業向けの機種で採用されているB.T.O.(Built to Order:注文生産方式)だ。主力の企業向けデスクトップMateでは10機種のベースモデルをもとに、インストールOS、メモリ容量、ディスプレイなどを選択できる。また、希望のシステム構成のセット価格をWeb上で見るためのシステム「フルセレクションガイド」も用意されている。
今回、日本電気株式会社(NEC)主催の工場見学会で公開されたNEC群馬工場(正確には群馬日本電気株式会社という独立した関連会社)は、PC-98およびPC98-NXシリーズのデスクトップの生産拠点であり、Mate、ValueStarなどを生産している。
ちなみにノートはNEC米沢、サーバー系はNEC静岡が生産拠点である。現状ではB.T.O.を採用しているのはデスクトップ系だけなので、98系の工場のなかでは群馬工場がB.T.O.のラインをもつ最初の工場だ。
到着後、NEC本社の高山常務および工場幹部から事前説明を受ける。もちろん、B.T.O.についても触れられている。
そこでは、B.T.O.を「販売店からの発注に基づき、標準品もしくはユーザーの要望に応じた最適構成の商品を供給」することと定義している。つまり現状では顧客ではなく、販売店が注文主となっているのだ。そして、「B.T.O.=好みに応じた商品を注文する喜びを与えるビジネス」と位置づけている。
またB.T.O.のメリットとしてつぎの4つをあげている。
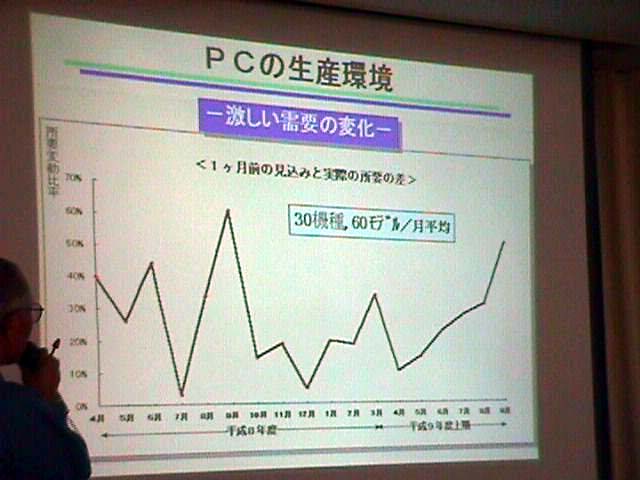 しかし、B.T.O.化をはかる理由が一番伝わったのはこのグラフだ。これは工場の生産計画と実際の生産内容がどれだけ異なっていたかをパーセンテージで表わしている。つまり一番差の大きかった平成8年9月('96年9月)には、一月前の予測と実際の結果が60%も異なっているのだ。必要な資材を必要な時に必要な分だけそろえるというのが、効率的な生産の基本なので、この結果はかなりショッキングなものだ。他社もほぼ同様の結果であろうことを考えると、資材在庫の最適化だけでも各社がB.T.O.への取り組みを進めるのが理解できる。
しかし、B.T.O.化をはかる理由が一番伝わったのはこのグラフだ。これは工場の生産計画と実際の生産内容がどれだけ異なっていたかをパーセンテージで表わしている。つまり一番差の大きかった平成8年9月('96年9月)には、一月前の予測と実際の結果が60%も異なっているのだ。必要な資材を必要な時に必要な分だけそろえるというのが、効率的な生産の基本なので、この結果はかなりショッキングなものだ。他社もほぼ同様の結果であろうことを考えると、資材在庫の最適化だけでも各社がB.T.O.への取り組みを進めるのが理解できる。
●B.T.O.のライン
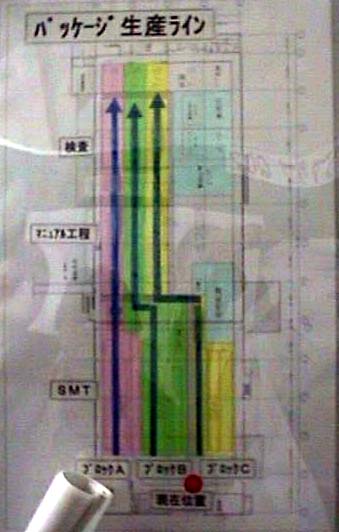
 さて、実際の生産ラインをみてみよう。実際の見学手順は班ごとに異なっていたのだが、ここでは図のB.T.O.生産ラインに沿って話を進めよう。
さて、実際の生産ラインをみてみよう。実際の見学手順は班ごとに異なっていたのだが、ここでは図のB.T.O.生産ラインに沿って話を進めよう。
図をみてのとおりB.T.O.といってもすべてを注文に応じて作るわけではなく、共通部分であるベースモデルまでは従来通り大量生産ラインで作られる。それをオーダーに応じてコンフィグレーションして注文の品を作り出すわけだ。
 ベースモデルの基本となるマザーボードのラインは写真のように3つのブロックが組まれている。各ブロックはそれぞれ役割が異なる。
ベースモデルの基本となるマザーボードのラインは写真のように3つのブロックが組まれている。各ブロックはそれぞれ役割が異なる。
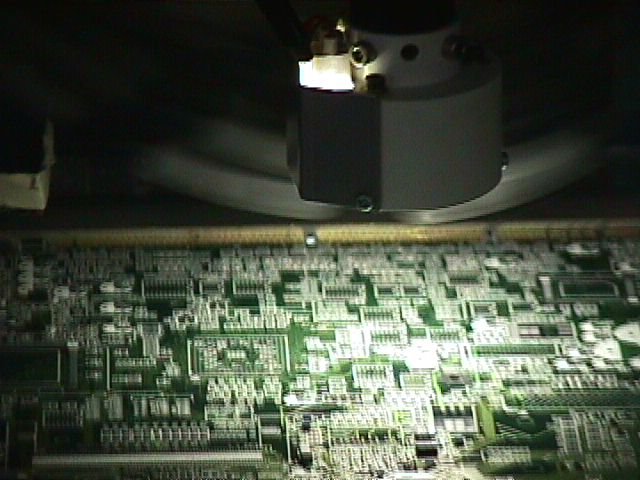
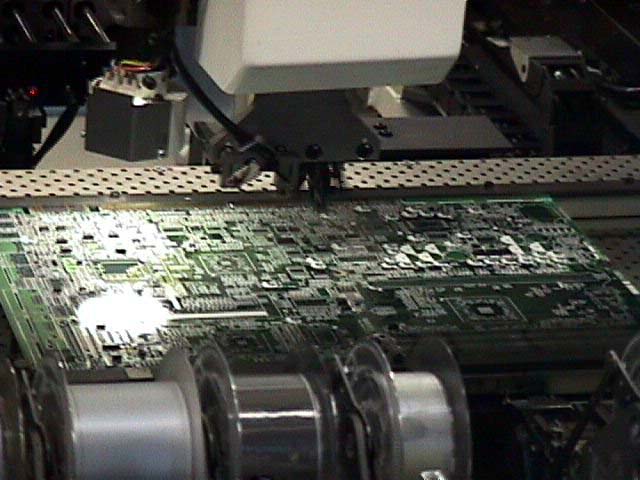 見ていて一番おもしろいのは、Aラインで機械が部品をスピーディーに実装していくのは爽快感がある。しかし、この機械も最新のものではないそうだ。「台湾などの工場では、最新型の機械が入っていますが、機械が新しいからといって生産量がのびるわけではないところが難しいところで」という説明だった。
見ていて一番おもしろいのは、Aラインで機械が部品をスピーディーに実装していくのは爽快感がある。しかし、この機械も最新のものではないそうだ。「台湾などの工場では、最新型の機械が入っていますが、機械が新しいからといって生産量がのびるわけではないところが難しいところで」という説明だった。
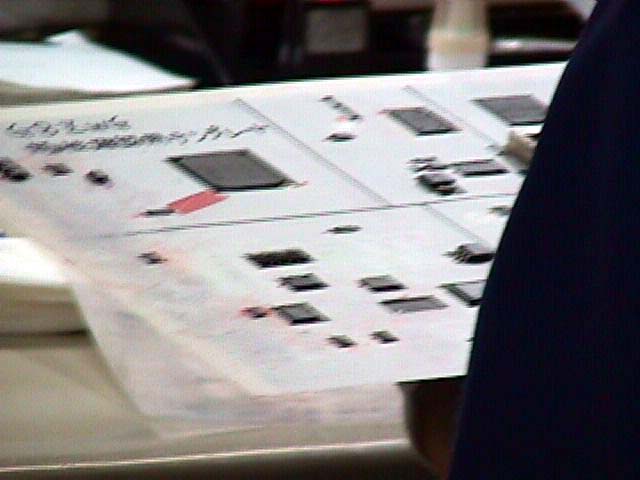
 また、検査工程では、チェックすべきパーツの位置を抜いたチェック用のシートをマザーボードに当てるなどの細かい工夫がされている。問題のあるものはラインの末端になる補修専用セクションに渡される。補修セクションが近いため、その在庫数で、ラインの不良率が一目でわかる。
また、検査工程では、チェックすべきパーツの位置を抜いたチェック用のシートをマザーボードに当てるなどの細かい工夫がされている。問題のあるものはラインの末端になる補修専用セクションに渡される。補修セクションが近いため、その在庫数で、ラインの不良率が一目でわかる。
 そして、この掲示のように社員用の掲示が2カ国語で表記されているように、外国人労働者の姿が目に付く。
そして、この掲示のように社員用の掲示が2カ国語で表記されているように、外国人労働者の姿が目に付く。
ここは各部品をもとにPC本体を組み立てるラインだ。やはり生産量によって種別がある。基本はマザーボードのラインと同じだが、つぎの3種に分かれる。
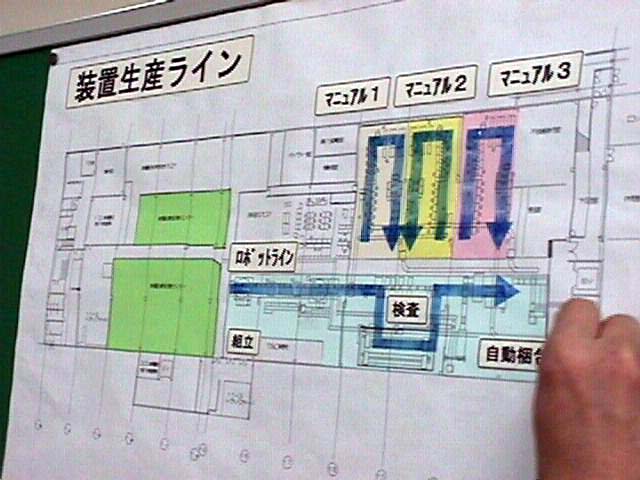 自動化ラインとセミコロラインは同じフロアに設けられている。配置は写真をみていただきたい。各ライン間の資材の運搬は天井を這うベルトコンベアによって行なわれ、台車の姿はあまり見られない。
自動化ラインとセミコロラインは同じフロアに設けられている。配置は写真をみていただきたい。各ライン間の資材の運搬は天井を這うベルトコンベアによって行なわれ、台車の姿はあまり見られない。
自動化ラインは、機械化の進んだ大量ラインで想像していたのに近い印象だった。
検査工程は厳重で念入りだ。また、手作業の部分での前後にひっくり返す作業が必要な部分はターンテーブルが用意されるなどの配慮がされている。そして、ケースへのカバーの取り付けなど機械ができる作業はきちんと機械化されている。



 しかし、セミコロラインは、ビニールパイプで組んだような簡易な構造で手作業がほとんどでびっくりしてしまった。簡易な構造はいつでもフレキシブルに組み替えができるようにという理由だそうだ。手作業が多いのは、「いくつもの仕事に対応できるような機械を用意するよりもコスト的に有利だから」という。
しかし、セミコロラインは、ビニールパイプで組んだような簡易な構造で手作業がほとんどでびっくりしてしまった。簡易な構造はいつでもフレキシブルに組み替えができるようにという理由だそうだ。手作業が多いのは、「いくつもの仕事に対応できるような機械を用意するよりもコスト的に有利だから」という。
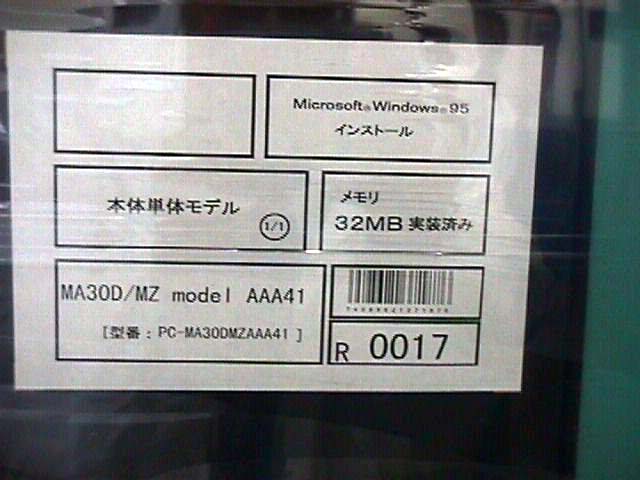
これがB.T.O.を生産しているセルラインだともっと典型的になる。作業をコントロールしているのは写真に示した1枚の指示書だけ、メモリの装着をはじめとする作業はすべて手作業で行なわれている。検査の部分では15台ごとにラックに組むなどの工夫はされているが、基本的にはすべて手作業だ。


●パーティでの対話
1時間ほどの工場見学を終えて、工場内のクラブハウスで懇親会が行なわれた。席上で、群馬工場の方に疑問をぶつけてみた。その結果を要約するとこういうことになる。
「市場が要求する多品種少量生産に対応するためには、労働集約的な人力部分の多いラインを組まねばならず、そこにどう人を配置し、どのような作業をさせるかという労務面がコストを決めるところであり、一番のノウハウ」というのが私なりの結論だった。これって工場制手工業だよなぁ。もちろんベースモデルを作る部分は大量生産ラインというところは違うけど。
たとえば、CyrixやAMDのチップを採用するとか、テクノロジー的な手段でのコスト対策ってないんでしょうか?
「まぁ、そのへんはいろいろ。でも、ボディの構造を組み込みやすいものにするとか、共通化できるものは共通化するとか、そういう地道なところも重要なんですよ。」
「それに、どうしてもコストにばかり目が行きますけど、PC98-NXのマザーの作りとか見てほしいですね。VCCIとかもそうだけど、次の世代でTVが本格的にPCに入ったりするとその対策の差が表われて来ますよ」そういって自信ありげに笑われるのであった。
□参考URL
「98infomation」
http://www.pc98.nec.co.jp/
('97/12/24)
[Reported by date@impress.co.jp]