 |


■大河原克行の「パソコン業界、東奔西走」■これが国内最大のPC一貫生産拠点・島根富士通だ
|
 |
| 島根富士通の外観。2階建てのA棟が手前に、その奥にB棟がある |
国内において、マザーボードからのPC一貫生産を行なっているのが富士通の子会社である島根富士通である。いまや、国内でPCの一貫生産を行なっている数少ない生産拠点のひとつだ。出雲空港から車で15分。のどかな丘陵地帯のなかに、国内最大のノートPCの生産工場はある。
海外生産へのシフトが進展するPC生産において、なぜ島根富士通は国内生産を維持することができるのだろうか。島根富士通の強さの秘密を探った。
●デスクトップ生産からノートPC専業へ
島根富士通は、富士通のPC生産拠点として、'90年から操業を開始した。当初は、当時の主力PC「FM TOWNS」をはじめとする、デスクトップPCの生産も行なっていたが、'96年6月からはノートPCの生産に特化。現在、デスクトップPCの生産は、福島県の富士通アイソテックで行なわれている。
島根富士通におけるノートPCの生産台数は、2003年度見込みで年間195万台。富士通のノートPCの事業拡大にあわせて、生産台数が右肩あがりになっており、来年度はいよいよ200万台を超える生産規模が見込まれている。
 |
 |
 |
| これが工場のレイアウト。A棟、B棟の延べ床面積はされざれ23,000平方メートル | A棟1階でプリント板を生産している | '95年まではデスクトップPCも生産。今年度は195万台を生産する見込み |
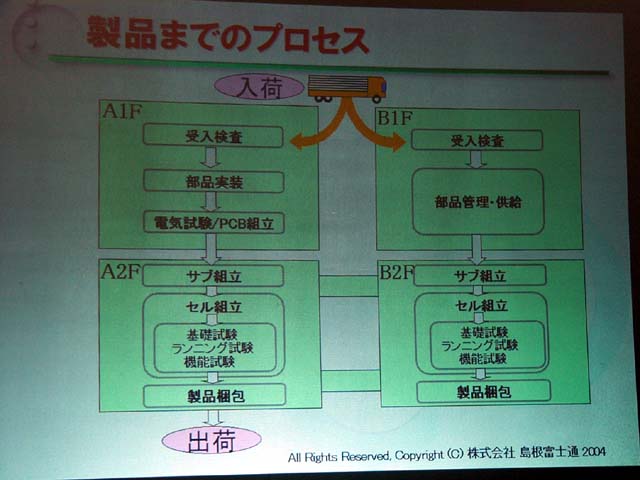
島根富士通の最大の特徴は、プリント板からのPC一貫生産を行なっている点だ。多くのメーカーがマザーボードを海外から調達したり、生産そのものを海外へと移管しているのに対して、国内で一貫生産しているのは、島根富士通と、松下電器のLet'noteの生産を担当している松下電器神戸工場ぐらいだ。
島根富士通は、18万平方mの敷地に、A棟とB棟の2つの施設を持つ。それぞれ2階建て、延べ床面積23,000平方mの広さを持ち、工場としては珍しく、1人あたりの作業スペースが比較的広く確保されているのが特徴だ。いわば、今後の増産に対しても、増床、増築などをしなくても、年間300万台程度までは、十分対応ができる余力があるともいえる。
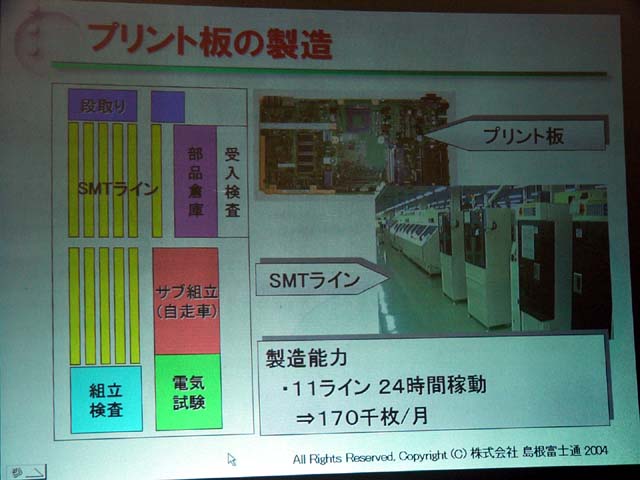
プリント板の生産ラインは、A棟1階にある。ここではノートPC用のプリント板を生産する。
 |
 |
 |
| プリント板の製造ライン。24時間稼働で、ほとんどを自動化している | ノートPCの生産工程。セルとラインを組み合わせた「セルライン方式」を採用 | 個人向けノートPCの生産ラインでは、1時間ごとにラインへ部品を供給する体制としている |
 |
| 島根富士通 山森章朗社長 |
「ノートPCの基板は、形状が標準化されていないため、独自に生産するメリットがあると考えている」と話すのは、島根富士通 山森章朗社長。「国内に基板の生産拠点を置くことで、新製品の設計や仕様の変更などに関しても、東京・南多摩の事業場とすぐに連携でき、迅速な対応が可能になる」と続ける。
生産ラインは自動化が進んでおり、人はほとんど見あたらない。これを24時間体制で稼働させており、全11ラインでの生産規模は、月産17万枚に達する。
一枚のプリント板に搭載される部品点数は1,200点以上にのぼる。これを高速マウンターで自動的に実装する。異形部品に関しても自動化ラインで組み込めるように独自の改良を加えており、実装に関しては、ほぼ100%の自動化を達成している。
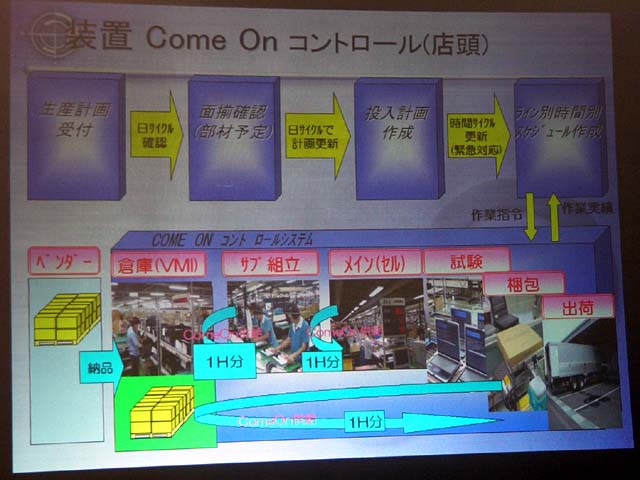
チップ部品は、2次元バーコードで管理しており、24時間稼働のラインへの部品供給もこの2次元バーコードをもとに指示が行なわれる。部品供給の指示については、一般的にはPULL方式と呼ばれる手法を採用しているが、同社では、これをあえて「COME ON方式」と呼んでいる。部品は生産ラインにセットされた段階で、島根富士通の資産となる仕組みを採用。工場内に入ってもラインに置かれない限り、部品メーカーの資産という形になっている。
プリント板に部品が実装されたあとは、検査工程に入るがこれも自動化している。だが、疑わしいものに関しては、さらに目視での追加検査を行なうことで、不良率の大幅な削減を達成した。目視の場合も、疑わしい部分の拡大された画像がディスプレイ上に表示され、ここでも確認ができる。
 |
 |
 |
| プリント板の生産ラインは11ラインある | SMTの自動化ライン。高速での部品実装を行なう。一枚のプリント板に搭載される部品は1,200種類以上 | 部品はすべて2次元バーコードで管理している |
 |
 |
| 検査は基本的には自動化されているが、疑わしいものに関してはさらに目視で検査 | 未着などの場合には、モニターで大写しにして確認をする |
 |
 |
| SMAPと呼ばれる自動屋台方式の作業台。これが島根富士通独自の手法 | SMAPでは、大型部品や異形部品などを組み込むサブ組立が行なわれ、ノートPCのアセンブリラインに納品される |
検査が終了したプリント板は、余計な基板部分の切断や大型部品などを取り付けるが、ここでの作業は1人の作業者が行なえるよう特別な治具(じぐ)を開発している。
その作業が完了すると、SMAPという移動式の作業台を利用した工程に進む。SMAPとは「島根富士通 Moving A stall Production system」の略称で、同社の独自の取り組みのひとつ。ここでは、ノートPCの生産ラインへの基板供給前に、必要とされる部品などを装着する。
使用されるネジの数やネジ締めの圧力などをITで管理しており、作業者のネジの締め忘れ、ネジ締め不十分などのトラブルを防止している。SMAPは26台が用意されており、この導入によって、ノートPCの生産工程での大幅な工数削減と不良率の減少という大きな成果をあげている。
●PC組立ラインは、セルライン方式を採用
完成したプリント板は、A棟2階の個人向けノートPCの生産ライン、B棟2階の企業向けノートPCの生産ラインにそれぞれ供給される。
工場内に入庫した部材の上に、色違いのメガホンが置かれているのが島根富士通の特徴。これによって、部品在庫が、工場内に滞留していないかどうか、予定通り生産が進んでいるかどうかが一目でわかるようになっている。
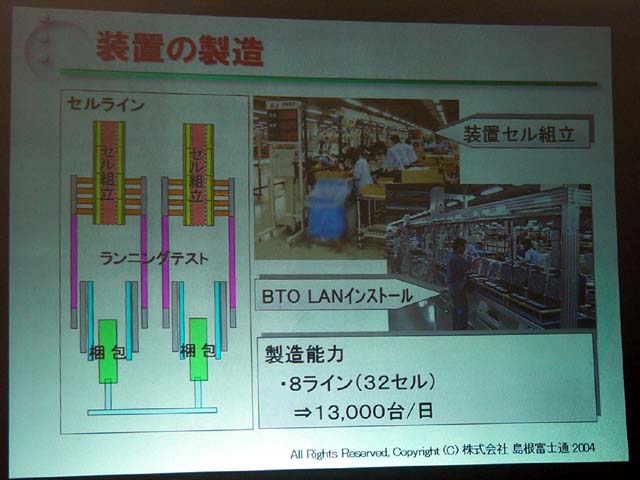
生産ラインでは、「セルライン」方式と呼ばれる、セル生産方式とライン生産方式とを組み合わせた仕組みを導入している。
「商品サイクルが短いPCでは、すべてにおいてセル方式を採用し、多能工を作ればいいというわけではない。ライン生産のメリットを生かせるところ、セル生産を生かせるところといった具合に、それぞれのメリットを組み合わせた仕組みとした」(山森社長)という。
まずは、サブ組立工程で部品がセットされる。サブ組立工程は約5人のセル工程で、主に協力会社の社員が担当。ベース筐体といわれるものがここで完成する。
 |
 |
 |
| ノートPCの組立ラインに運び込まれ部品には、メガホンが色分けして立てられる。これで生産の遅れ、部品の滞留などが確認できる | まずはサブ工程で基本的な部品の組立。この工程は協力会社によって行なわれる | 生産はセルライン方式と呼ばれるもの組立工程は、島根富士通の社員が行なう。1セルは約5人で編成。A棟とB棟をあわせて8ラインで構成される |
富士通の個人向けPCの場合には、数多くのアプリケーションソフトがHDDにインストールされているが、これらの作業も、島根富士通のなかで行なわれる。HDDが入荷した、いわば部品の段階で、ソフトのインストール作業が行なわれている。
また、キーボードも、キートップにはなにも書かれていない状態で入荷し、日本、欧州、米国、韓国など、それぞれの国の仕様に工場内で印字される。これも在庫削減という点では大きな効果を発揮している。
サブ組立工程を終了したものや、HDDへのインストールが完了した部品は、メイン組立工程に入る。部品は、「段取りさん」と呼ばれる供給係が、逐一ラインに供給する。基本的には、組み立て開始1時間前の部品を、1時間単位の数量でラインに供給。最大でも2時間分の部品しかラインには置かれていないことを目指している。
メイン組立は島根富士通の社員が担当。こでは5~6人程度の人数によるセル方式で生産される。部品は、作業員の後方から供給されるため、人の立ち位置ごとに区切られる。
 |
 |
 |
| 工場に入荷した時点のキーボードにはなにも書かれていない状態 | それを工場で印字。写真は韓国市場向けのキーボード | これがキートップの印字用マシン |
 |
 |
| 部品は、「段取りさん」と呼ばれる供給係が作業者の後方から供給する | 組立が終わると機種ごとに専用ソフトをインストールして、各種検査を行なう。作業漏れがないをチェックする |
NECパーソナルプロダクツが米沢の生産拠点において、リレー生産方式という名称で、作業員が横に移動しながら遅れた隣の作業をお互いに補完するのとは明らかに異なる生産方法。また、NECが作業員の前面に部品を数多く設置しているのに対して、島根富士通では、前面にはほとんど部品を置かずに、1人あたりのスペースを広くとった形で後方から部品が供給されるのが特徴だ。
組立が完了すると検査工程に入る。ここでもかなりの自動化がすすんでおり、これ以降の工程は、いわばライン生産の手法を導入していることになる。
ベルトコンベアを移動するPCは1台1台がバーコードで管理され、それぞれのPCにあわせた検査プログラムがインストールされる。作業に漏れがないかがディスプレイ上に表示され、その指示に従って作業に誤りがないかを確認するとともに、自動的な検査が同時に行なわれる。
その後、エージング用のラインに入り、ここでもベルトコンベアが利用されている。このベルトコンベアの最後までくるとエージングが完了。無事検査が終了して結果が正常であったということは、画面上の「○」の表示で確認できる。
エージング完了後は、梱包ラインに入る。ここでも基本はベルトコンベア。コンベアの移動に伴って、作業員がそれぞれのPCの仕様にあわせた付属品をバーコードで確認しながら収納する。
 |
 |
| エージング検査。○印は検査が正常に終了したことを示す | エージング後に、梱包作業に入る |
外箱は、基本的には一種類。FMVシリーズのロゴは最初から印字されているが、型番などはこのベルトコンベアを移動している際にバーコードの情報をもとに印字される。これによって、従来は機種ごとに数多くのダンボールを用意しなければならなかったものが、わずか3種類へと改善でき、大幅なコスト削減へとつながっている。ちなみに、春モデルの場合は、Pentium4 3.20GHzを搭載したFMV NH90G/Tだけダンボール形状が大きくなるため、これは最初から型番が印字されたものが特別に用意されている。
梱包が終わると、B棟1階の出荷口へと運ばれ、ここから全国へ出荷されることになる。
 |
 |
| 箱詰め作業は手作業で行なう。パーコードで正確な付属品などが入っているかを確認 | 最初に用意されている箱には型番が書かれていない |
 |
 |
| これを機種ごとにその場で印字。これによって、50機種を越える製品の箱を一本化 | 梱包後には出荷口に運ばれ、全国に向けて出荷される |
●いかに国内生産のメリットを生かせるか
島根富士通において、最大のポイントは、国内生産であることのメリットをいかに出すことができるかである。そのポイントは、「品質」と「コスト」、「デリバリー」の3つに集約できるだろう。
品質という点では、日本ならではの製造品質がひとつのポイントとなり、それを証明するように、プリント板の生産段階から、部品の調達、ノートPCの組立まで富士通の品質基準での生産が行なわれている。
量産開始前での品質検査、月1回の富士通の事業部との品質会議、協力会社や請負会社との品質会議などを実施しているほか、ネジ締めひとつとっても、ネジの締め忘れがないように作業を行なう工夫が施されるなど、品質向上のための様々な工夫が随所にこらされ、工程前、工程中の検査も逐一行なわれている。
ロットごとの抜き取り検査や、部品を変更した際には、100台単位での検査も実施。さらに、経年劣化の実験も島根富士通のなかで行なわれており、長い期間が経過した際にも製品品質を維持するための努力が進められている。
実際、これらの取り組みの成果として、2000年度に比べて初期不良率が半減するという効果にもつながっている。
 |
 |
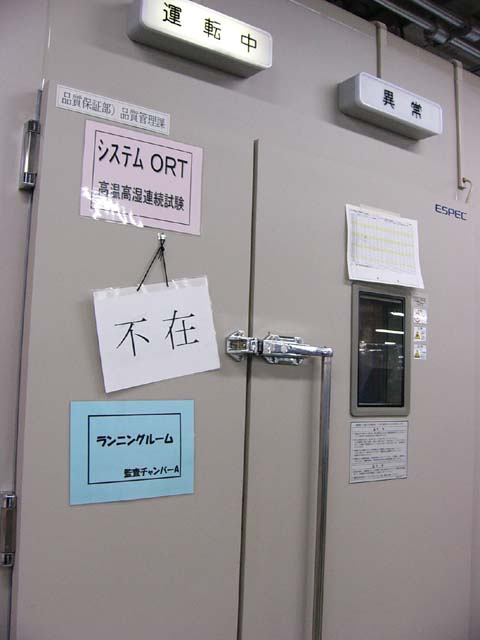
| これが経年変化を実験している機械。1.5年後の劣化状況をシミュレーションしている | 見学時には、ちょうど一部部品を変更したとして、100台単位での抜き出し検査を実施していた |
 |
| 入り口に建てられた「製造不良ゼロへの挑戦」の碑。日本ならではの品質を標榜する |
島根富士通の入り口に立つ「製造不良ゼロへの挑戦」のモニュメントは、同社の取り組みを的確に示したものであり、社長就任後、島根富士通を訪れた富士通の黒川博昭社長も、この明快な考え方、目標設定に共感したという。
もうひとつの取り組みは、コスト削減への取り組みだ。
中国、台湾をはじめとするアジア地域への生産シフトは、製造業にとって当たり前の取り組みとなっている。試算によると、来年度には、全世界に出荷されるノートPCのうち約6割が中国で生産されることになるという数字もある。そのメリットは、低コストで調達できる労働力を背景にした製造コスト削減効果であるのは周知の通りだ。
島根富士通は、こうした製造コストの低減にいかに対抗するかといった努力を積み重ねてきた。
製造工程における知恵を使ったコスト削減策は、具体例として紹介したキーボードや外箱の在庫削減のための工夫でも示されるが、そのほかにも1人が複数の作業を行なったり、検査の自動化や在庫削減のための細かな工夫が製造コストの削減へとつながってきた。
約450人の島根富士通の社員に加えて、請負による協力会社や、構内外注と呼ばれる派遣社員などが約1,100人ほどいるが、構内外注などの人員を調整することで、月によって、最大1.9倍もの生産量の差がある需要の変化にも柔軟に対応する考えだ。
実際、島根富士通では、'99年から毎年のように、台湾の製造メーカーと生産コストに関するベンチマークを行なっており、一昨年まで、それを下回るコストを実現してきた。これに国内での物流メリット、短期間での納期を実現するというメリットを加えれば、島根富士通の優位性は明らかだった。だが、昨年になって、中国への生産シフトに成功した台湾の製造メーカーが、生産に関わるベンチマークで初めて島根富士通を下回った。国内では物流コストなどを含めるとまだ島根富士通の方がメリットがあると判断できるが、それでも工場内に危機感が走ったのは事実だ。
今後、中国へのPC事業の進出は富士通にとっても、大きな課題だろう。その時に中国シフトという可能性は捨てきれない。そして、急成長を遂げている欧州市場においても、現地生産へのシフトという話が出てきてもおかしくはない。
だが、こうした話が浮上したとしても、島根富士通として、日本で生産するメリットを訴えきれるのか、それをどこに追求するかが今後の大きな鍵であるのは間違いない。
'99年から2002年までは、合理化推進委員会を設置し、工程そのものに直接手を入れて、工数の効率化によるコスト削減を進めてきた。だが、昨年11月から開始した「Shape Up活動」では、2004年度を最終年度としてコストハーフ推進委員会を設置し、コスト、スペース、物流、品質に関わる各ワークグループで、手番の短縮や間締めといった削減に取り組み、台湾、中国に負けない生産拠点の確立に向けた研究と実践を進めている。
「島根ならではの特徴はなにか。これをしっかりと打ち出せなければならない」と山森社長は話す。
南多摩の事業場から日帰りで打ち合わせが可能であること、南多摩とを結んだ情報システムにより、設計データまでを共有し、製造場面に適した細かな仕様変更の打ち合わせや実際の変更が柔軟にできる体制が構築されている点、さらには、Dellなどの海外生産のベンダーに比べて、短期間で国内の顧客への納品が可能な体制が構築されている点も、島根で生産しているメリットのひとつだといえよう。
島根富士通は、日本でのPC一貫生産の優位性を発揮し続けるために、「コスト」と「品質」という相反する厳しい取り組みに、挑み続けている。
□富士通のホームページhttp://jp.fujitsu.com/
(2004年3月22日)
[Text by 大河原克行]
【PC Watchホームページ】
PC Watch編集部 pc-watch-info@impress.co.jp 個別にご回答することはいたしかねます。
Copyright (c) 2004 Impress Corporation All rights reserved.